Metering Channel Flows and Troubleshooting Single-Screw Extruders¶
Mark A. Spalding, The Dow Chemical Company
Abstract
The manufacturing costs for a process depend highly on the proper operation of the extrusion equipment. In general, proper operation requires that the metering section of the screw be the rate-limiting step. Using drag flow and pressure flow calculations for the metering section is a simple method to determine if the section is the limiting step. This paper shows how these types of calculations can be used to determine if the screw and process are functioning properly.
Introduction
Single-screw extruders and plasticators on injection molding machines are widely used machines in the plastics industry, and their proper operation is a key to the success of a business. Most processors, however, are not fully aware of the screw designs used in their machines or the expected rate the screw should produce. This information, however, can be a key to the profitability of the process.
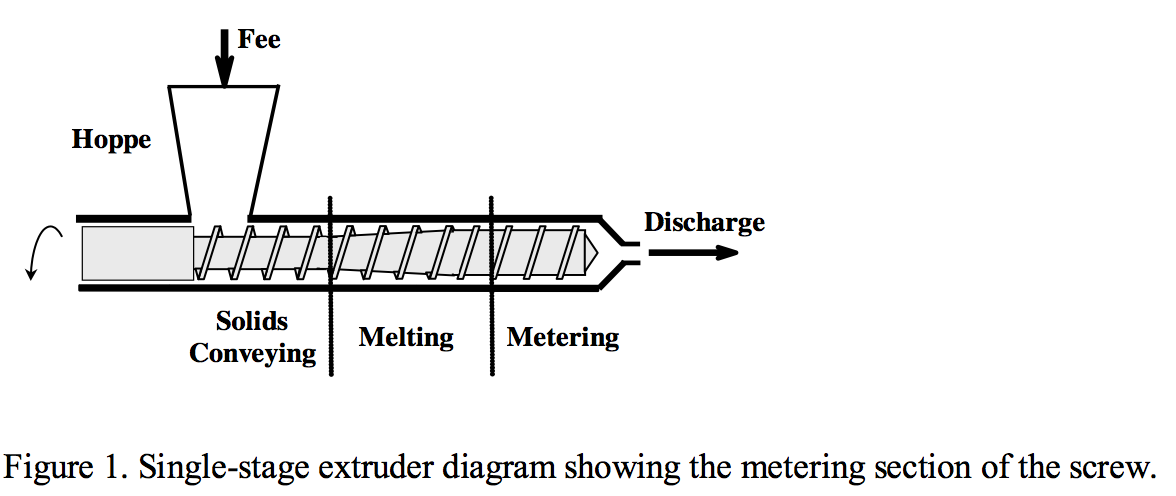
A typical screw must perform several operations such as solids conveying, melting, and metering, as shown by Figure 1. For this simple case, the metering section must be the rate-limiting step for a properly operating process. Design or operational flaws that cause sections upstream of the metering section to be rate controlling can lead to reduced rates, flow surging at the die, high discharge temperatures, high energy consumptions, and void regions where cross-linked or gelled material can form (1-3). These degradation products can contaminate the melt and cause defects in the downstream product. Also for two-stage, vented single-screw extruders, the first-stage metering and second-stage metering sections need to be properly rate balanced. If the balance is not correct, such as the second-stage cannot pump material at the rate de- livered by the first stage, then vent flooding is likely to occur. These process problems and defects will increase the cost to manufacture by lowering production rates, and cause higher scrap rates and higher labor costs.
The goal of this work is to show the strengths of calculating the drag flow, pressure flow, and pressure gradients for the metering channel of a single-screw extruder screw. Two examples are given along with a case study.
Calculation Method
The calculation method was originally developed by Rowell and Finlayson (4) and later refined by Tadmor and Klein (5) for a Newtonian viscosity fluid. The numerical details are omitted here. The method calculates the flows due to both the screw rotation and the pressure gradients in the channel. The flow due to just screw rotation is referred to as the drag flow rate while the pressure flow contribution is due to the pressure gradients in the channel. The sum of the drag flow and pressure flow terms is the flow expected to occur if the metering channel is the rate-controlling step. If the measured flow is drastically lower than that calculated using this method (20% or more), then a section (screw section or feed de- livery system) upstream of the metering section is likely rate controlling, and the extruder may not be functioning properly.
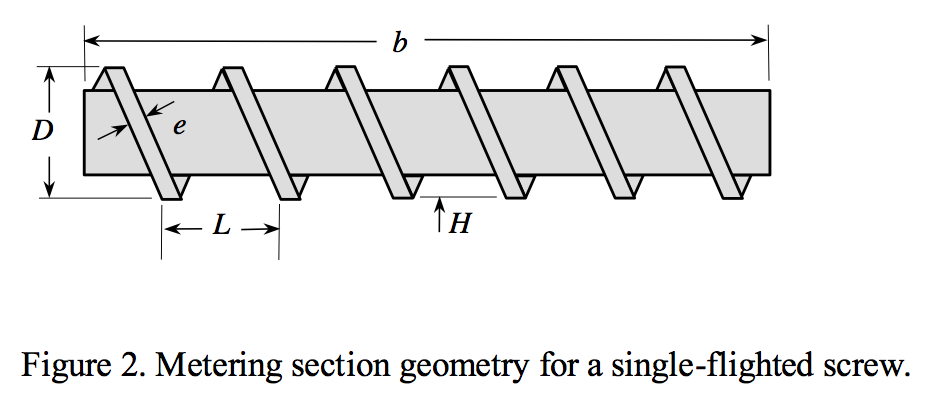
The calculation requires the basic geometry for the metering section. The geometric inputs needed are shown by Figure 2 and are as follows: barrel diameter, D; lead length, L; width of the flight perpendicular to the flight edge, e; channel depth, H; number of flights (a single-flighted section is shown by Figure 2); and the length of the metering section, b; For many screws, the lead length is equal to the diameter, and the flight width is typically about 10% of the diameter. These dimensional hints are guidelines only since many screws are designed with different values. The screw channel dimensions can be measured or obtained from the screw drawing.
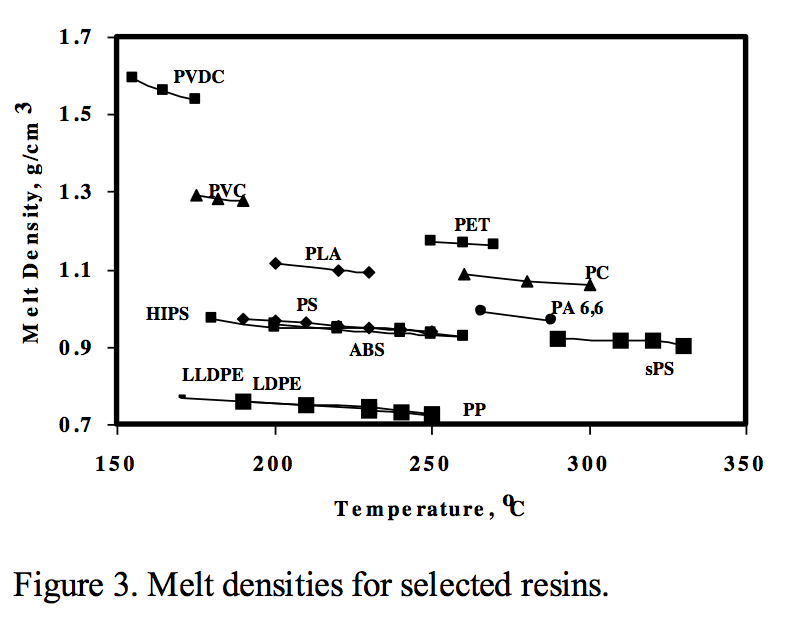
Since a single-screw extruder is a volumetric type pump, the molten polymer density must be known in order to calculate the mass rate in kg/h. The melt densities for select polymers are given by Figure 3 (6-8), or for special materials they can be easily measured using a melt indexer (9). Measurement using a melt indexer is accomplished by extruding a known volume of resin and then weighing the sample mass. As indicated by this figure, the melt density decreases with in- creasing temperature. The data are for resins with only small amounts of additives. Resins that contain relatively large amounts of fillers, ignition-resistant chemicals, or glass fiber reinforcement additives will generally have higher melt densities as compared to the base resin, and thus they must be measured. The drag and pressure flows should be calculated using the melt density at the temperature of the material in the metering section of the screw. In general, the temperature of the discharge material is acceptable to use here.
The calculation software used for this study is the Society of Plastics Engineers (SPE) Extrusion Division Programs (8). Many other software routines, however, are available commercially, or the routines could be developed from the equations outlined by Tadmor and Klein (5).
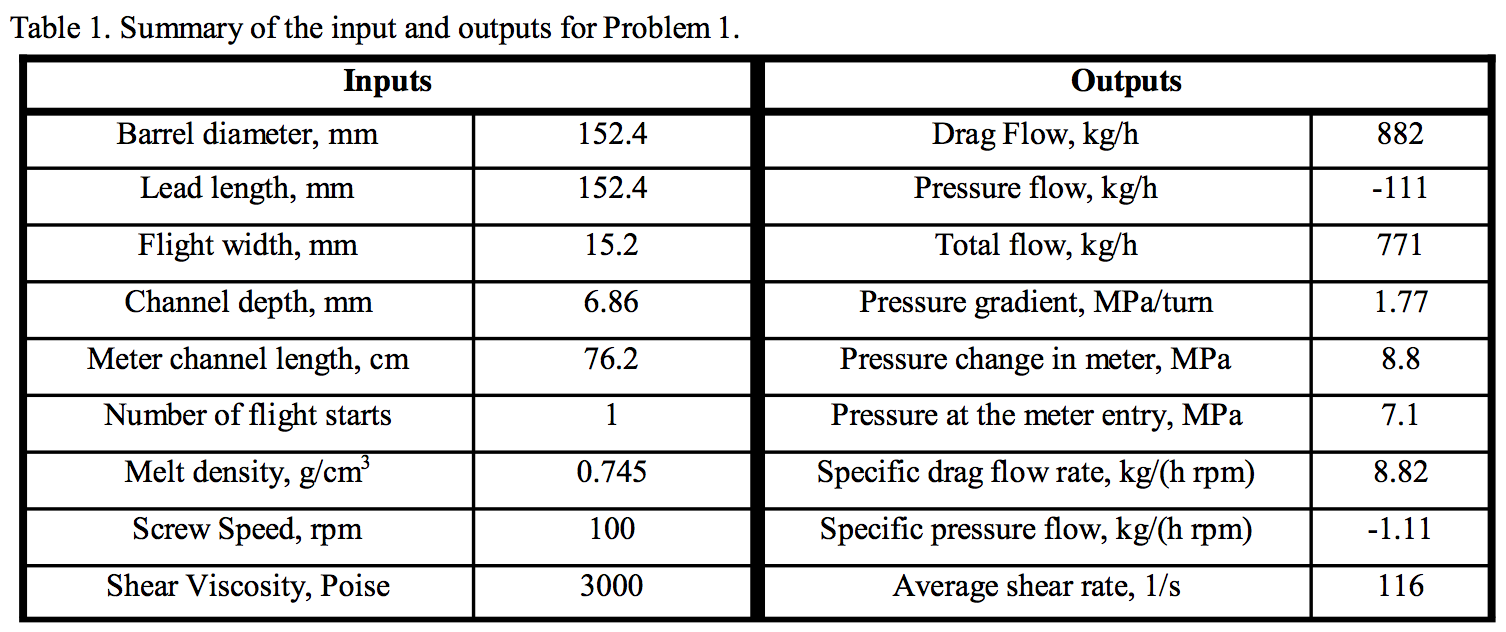
Problem 1For this example, a plant is using an extruder to process a low density polyethylene (LDPE) resin. At a screw speed of 100 rpm, the extruder is operating flood fed with a rate of 771 kg/h (1700 lb/h). For these conditions, the plant person- nel have measured the discharge pressure at 15.9 MPa (2300 psi) and the discharge temperature at 220oC. The plant manager wants to know if this extruder is operating properly. That is, he wants to know whether the metering section of the screw is controlling the rate. For this case, the extruder is 152.4 mm (6 inches) in diameter (D), the lead length (L) is 152.4 mm (6 inches), the width of the flight (e) is 15.2 mm (0.6 inches), and the channel depth (H) is 6.86 mm (0.270 inches). The metering section length (b) is 76.2 cm (30 inches) or 5 turns. From Figure 3 or a database (8), the melt density for LDPE resin at 220oC is 0.745 g/cm3.
Most calculation programs determine the shear rate of the polymer in the channel by dividing the linear velocity of the barrel wall with respect to the screw flights by the depth of the channel. The shear rate for this example is 116 1/s. The viscosity for this LDPE resin at 220oC and a shear rate of 116 1/s is about 3000 Poise. From the screw geometry, screw speed, and melt density, the drag flow rate is computed using the method as 882 kg/h (1945 lb/h). Since the pressure flow term and drag flow term must sum to the total flow, the pressure flow rate by difference is -111 kg/h (-245 lb/h). The negative sign for the pressure flow rate term means that the pressure gradient is reducing the flow. Likewise, a positive pressure flow rate term would mean that the pressure gradient is causing the flow rate to be higher than the drag flow rate. For this resin and a viscosity of 3000 Poise, the pressure gradient in the channel is calculated using the method as 1.77 MPa/turn (256 psi/turn). Thus, the discharge end of the metering channel is at a higher pressure than the entry end.
To answer the question as to whether the extruder is operating properly, several additional calculations are performed. For this screw there are 5 screw turns in the metering section, which is calculated by dividing the axial length (b, 76.2 cm) by the lead length (L, 152.4 mm). Multiplying the number of turns by the pressure gradient in the metering section reveals that the total pressure increase in the metering section is 8.8 MPa (1280 psi). To achieve the measured dis- charge pressure of 15.9 MPa (2300 psi), the pressure at the entry of the metering section must be 7.1 MPa (1020 psi). Because a positive pressure over the entire length of the metering section is occurring, the calculations indicate that the screw is full with resin and functioning properly. That is, the metering section is controlling the rate. A summary of the input and output data are shown in Table 1.
Problem 2As a second example, an extruder with a metering section having the same geometry as the extruder in Problem 1 is operating flood fed at a rate of 544 kg/h (1200 lb/h). The rotation speed is 100 rpm, the discharge temperature is 220oC, and the discharge pressure is 10.3 MPa (1500 psi). Is this extruder operating properly so that its metering sec- tion is controlling the rate? Because the metering section geometry, screw speed, and discharge temperature have not changed, the method still calculates the drag flow component as 882 kg/h (1945 lb/h). However, the pressure flow component is now calculated as -338 kg/h (-745 lb/h), and the pressure gradient corresponding to this flow is 5.4 MPa/ turn (780 psi/turn). To determine if the extruder is operating properly, the pressure generating capacity needs to be cal- culated by multiplying the 5 screw turns in the metering section length by this pressure gradient. The result is a total pressure increase of 26.9 MPa (3905 psi) in the metering section. This is greater than the 10.3 MPa (1500 psi) pressure measured at the discharge of the extruder. In fact, only 1.9 diameters of the metering section length are required to generate a discharge pressure of 10.3 MPa (calculated by dividing 10.3 MPa by 5.4 MPa/turn). This means that the remaining 3.1 diameters of the metering section are at zero pressure and are only partially filled. A partially filled sys- tem will always be at zero pressure. Because a positive pressure over the entire length of the metering section is not possible, the calculations indicate that the metering section is not full and is not functioning properly. A process up- stream of the metering section is controlling the rate.
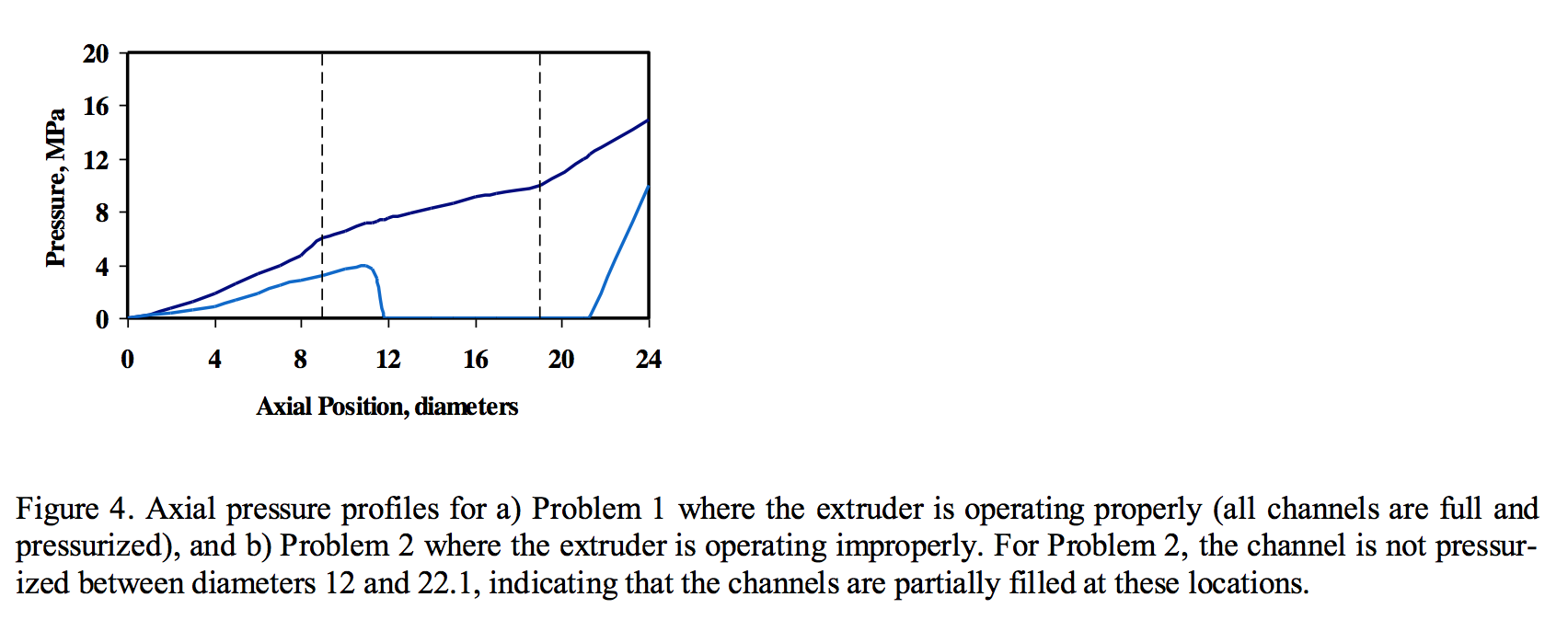
Figure 4 shows the axial pressures for the extruders described in Problems 1 and 2. For Problem 1, where the extruder operates properly, the extruder pressure is positive at all axial positions. Thus, all the channel sections are operating full and under pressure. For Problem 2, where the extruder operates improperly, the extruder pressure is zero for por- tions of the melting and metering sections. In these portions of the extruder, the screw channel is not pressurized, and the extruder is operating partially filled. This means that the metering section is not controlling the rate as designed, and the screw is not operating properly. Extruders that are operated partially filled in the metering section can have low production rates, high scrap rates, material degradation, and cause high labor costs.
Case Study
A new 88.9 mm diameter, single-stage, 33:1 length-to-diameter (L/D) extruder was installed in a film plant running a LDPE resin (3). At the startup of the line, the extruder was operated at 91 rpm to produce the required rate of 148 kg/h, a specific rate of 1.63 kg/(h rpm). The temperature of the extrudate was 232oC. This extrusion rate was required in or- der to maintain the downstream take-away equipment at its maximum rate. The extruder appeared to be operating well except that the specific rate was lower than predicted. That is, the screw was rotated at an rpm that was higher than expected to produce the 148 kg/h. At 91 rpm, the drag flow rate was calculated at 228 kg/h. Thus, the line was operat- ing at only 65% of the drag flow rate. After 12 days, the line began to experience intermittent discharges of cross- linked material (gel showers) and carbon specks. In some cases, the gel showers were observed 2 to 3 times per day and would last from 1 to 5 minutes. This resulted in production downtime due to purging and in numerous customer complaints.
A barrier screw was used for this process and it had a constant-depth meter channel of 5.8 mm. The lead length of the metering section was 88.9 mm, the flight width was 9 mm, and the section was 17 diameters in length. As previously stated, the drag flow rate at 91 rpm for this machine was 228 kg/h, and the pressure flow term was calculated by differ- ence as -80 kg/h. The viscosity of this resin was estimated at 2300 Poise and the calculation indicated that the pressure gradient in the channel was 1.6 MPa/turn. For the discharge pressure at the plant of 13 MPa, only about 8 diameters of the metering section were full with resin and the remaining 9 diameters were partially filled.
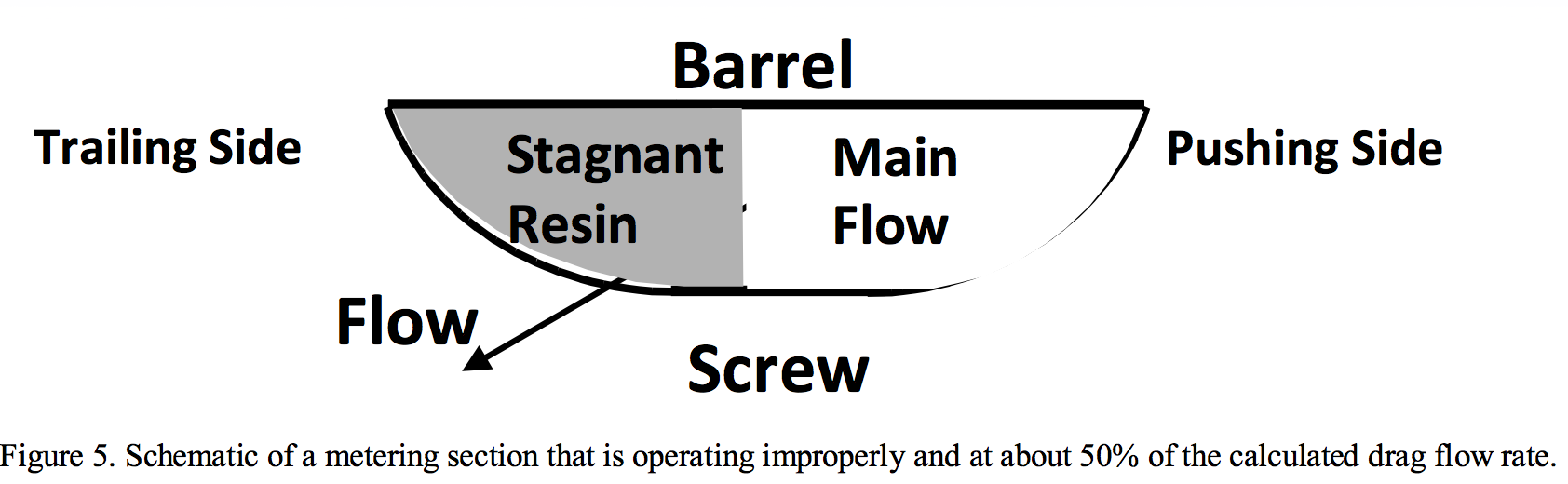
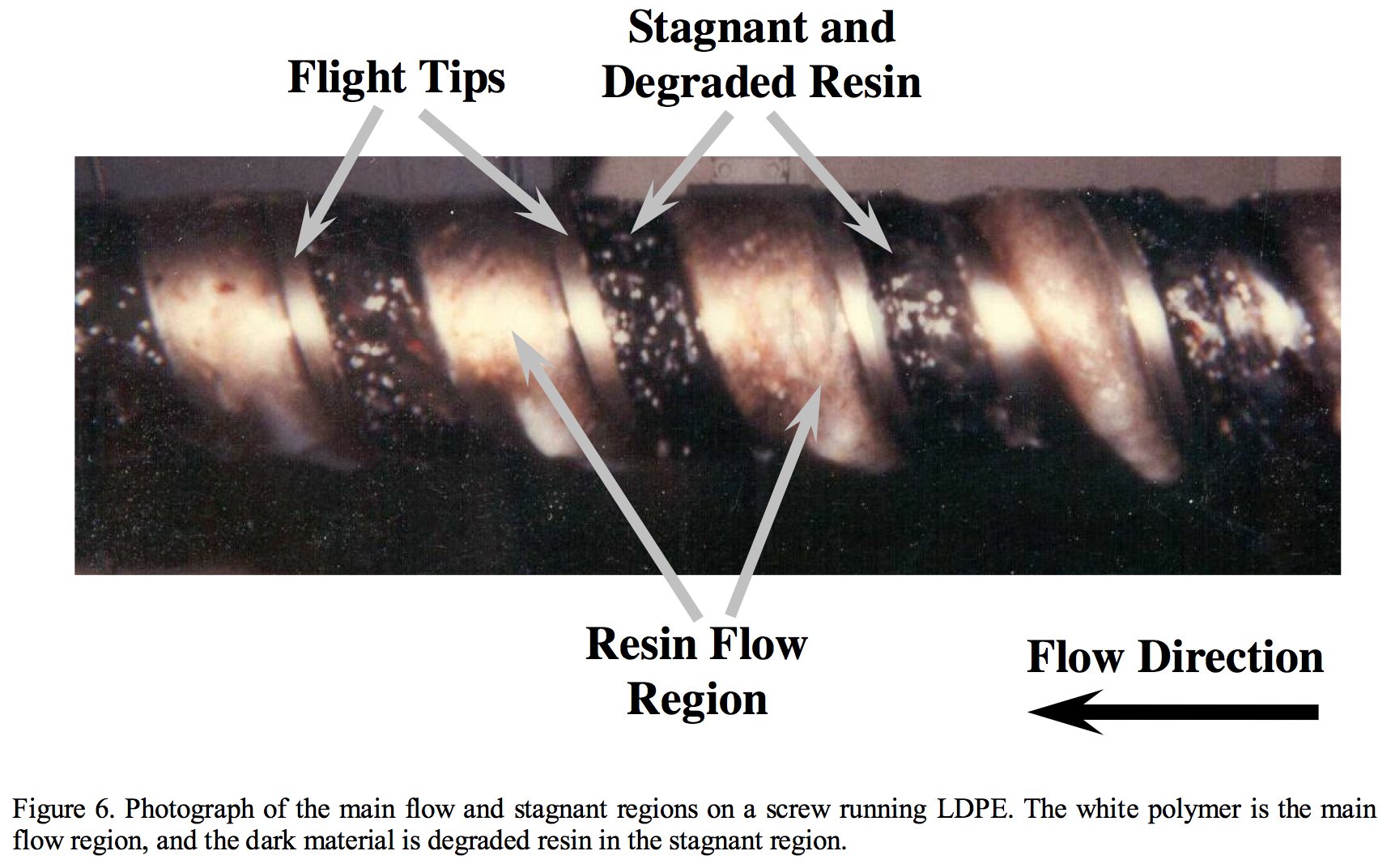
To verify the void regions in the metering section and to determine the root cause of the reduced rate, high melt tem- perature, and degraded material, a polymer solidification experiment (10) was performed by stopping the rotation of the screw and cooling the polymer in the channels. Examination of the solidified polymer indicated that about 7 diame- ters at the discharge end of the metering section were full with resin and about 10 diameters upstream of this were par- tially filled with a dark-colored, highly-carbonized LDPE resin at the trailing side of the channel, indicating that these regions were stagnant. The reduced flow rate caused these regions to be partially filled, creating void regions on the trailing side of the channel. Some of the resin adhered to the trailing side of the screw in the void regions and stayed there for extended time periods. This resin eventually degraded into the dark-colored, cross-linked material. Small process variations dislodged some of this material and caused the intermittent gel showers that contaminated the prod- uct. A schematic of the channel cross section perpendicular to the flight tip is shown by Figure 5 and a photograph of the screw with the degraded resin is shown by Figure 6. The calculation used here is consistent with the experimental observations.
Based on the calculations and the experimental evidence, the root cause of the problem was determined to be an im- properly designed entry at the start of the barrier section (3). This entry region was determined to be a restriction and it became the rate-limiting step for the process. Since the downstream metering section was not the rate-limiting step, the metering channels operated partially filled. The entry region was modified on this screw such that it was no longer rate limiting (3). After the modification, the 148 kg/h rate was obtained at a screw speed of about 69 rpm and the extrudate temperature was 223oC. Thus, the specific rate increased from 1.63 kg/(h rpm) before the modification to 2.14 kg/(h rpm), a specific rate increase of about 30%. At 69 rpm, the drag flow rate was calculated at 173 kg/h; now the extruder was operating at about 86% of the drag flow rate. The calculated pressure gradient required to maintain the flow of the extruder at the measured rate showed that pressures in the screw never decreased to zero, indicating that the channels were full. No adverse effects were experienced with the reduced melt temperature (9oC lower), no unmelted material was observed in the extrudate, and no gel showers have occurred since the modification.
Discussion
The problems and case study presented here clearly shown the importance of calculating the drag flow, pressure flow, and the pressure gradient in the metering channels of single-screw extruders. If the metering section is not full with resin and under pressure, then a process upstream of the section is limiting the rate. Many root causes can create a rate restriction and these include a low compression ratio, a restriction at a barrier section entry, improper solids conveying due to incorrect screw and barrel temperatures (1), a worn feed casing (2), and excessive amounts of a low bulk den- sity recycle feed. Additional troubleshooting of typical extrusion problems are documented elsewhere (6).
The calculation method can also be used on two-stage screws to estimate the position where the second stage channel becomes full and where pressure generation starts. If pressure generation starts too close to the vent opening, then vent flow will occur. The calculation method can be used to determine if a vent flow problem is caused by a screw design problem (or high discharge pressure) or by the vent diverter positioned in the vent opening (11).
Conclusions
Drag flow, pressure flow, and pressure gradient calculations should be the first diagnostic tool used to determine if a single-screw extruder is operating properly. The calculation is simple to apply using commercially available software.
References
1. M.A. Spalding, J.R. Powers, P.A. Wagner, and K.S. Hyun, SPE-ANTEC Tech. Papers, 46, 254 (2000).
2. M.A. Spalding, K.R. Hughes, J.L. Sugden, P.A. Wagner, and K.S. Hyun, SPE-ANTEC Tech. Papers, 47, 180 (2001).
3. K.S. Hyun, M.A. Spalding, and J.R. Powers, SPE-ANTEC Tech. Papers, 41, 293 (1995).
4. H.S. Rowell and D. Finlayson, Engineering, 114, 606 (1922).
5. Z. Tadmor and I. Klein, "Engineering Principles of Plasticating Extrusion," Van Nostrand Reinhold Co., New York, 1970.
6. J. Vlachopoulos and J.R. Wagner, Technical Editors, ―The SPE Guide on Extrusion Technology and Troubleshooting,‖ SPE Division Series, Society of plastics Engineers, Brookfield, CT, 2001.
7. P. Zoller and D.J. Walsh, ―Standard Pressure-Volume-Temperature Data for Polymers,‖ Technomic Publishing Co., Inc., Lancaster, PA, 1995.
8. M. Sonnenschein, D. Kamin, A. Bakke, and M.A. Spalding, ―SPE Extrusion Division Programs,‖ Extrusion Division Board of Directors of the Society of Plastics Engineers, 2003.
9. T. Kataoka and K. Nishijima, Sen'i Kobunshi Zairyo Kenkyusho Kenkyu Hokoku, 113, 43 (1976).
10. B.H. Maddock, SPE J., 15, 383 (1959).
11. C. Rauwendaal, SPE-ANTEC Tech. Papers, 49, 234 (2003).
Key Words: Metering Section, Single-Screw Extrusion, Screw Design, and Troubleshooting.
Return to
Technical Papers.