Residence Stress Distributions in a Twin Screw Extruder
David Bigio, William Pappas, Harry Brown II, , Beserat Debebe and William Dunham,
University of Maryland, College Park, MDAbstract
An experiment has been created to directly relate
the stress distribution history (RSD) with the Residence
distribution. Stress beads are used to determine the
percentage of material that experiences a certain amount of
stress at each location on the residence distribution. This
experiment directly relates stress data as a function of the
residence distribution and will be recorded for a range of
specific throughputs. A comparison of a mixing section
comprised of narrow versus wide kneading blocks is
performed to demonstrate the power of the approach.
Introduction
Extrusion is a viable technique for creating an
array of different products across a broad spectrum of
disciplines. Examples include pipes and tubes, chemical
pressure-sensitive adhesives, and active ingredient patches
for pharmaceutical industries [1]. One of the more
intriguing applications for extrusion is the production of
composite materials using fillers, such as carbon
nanofibers. This process produces an extruded material
with altered properties than that of the base polymer, such
heightened thermo-conductive and mechanical strength
properties. There are several factors that determine the
change in properties of an extruded material. One such
factor is the amount of mixing a material within an
extruder experiences. To be able to determine the degree
of mixing, it is important that one accurately model the
stress that is induced for a given screw geometry and
operating condition.
Mixing with a twin-screw extruder is categorized
as either distributive or dispersive. Distributive mixing
uniformly distributes particles throughout the melt and
dispersive mixing breaks large particles and distributes
them throughout the melt. Narrow kneading blocks are
used for distributive mixing as the melt flows in and
around the paddles, producing low shear. Dispersive,
however, is a high shear process as it utilizes wide
kneading blocks. Wide kneading blocks force the material
around the blocks that is squeezed between the paddles and
the barrel wall [2].
There have been numerous attempts in the past to
find a correlation between stress in an extruder and a
residence-time distribution. Efforts have been made to use
the residence distribution to imply intensity of mixing by
various methods, e.g.; Peclet number or a number of passes
[3]. Typical residence distributions, however, only provide
an axial history of the flow and give no information regarding the stress history. There have also been some
attempts to quantify the stress in an extruder. Curry et al
using the percent breakage of glass beads as a way to
quantify the stress under different conditions and screw
designs [4, 5]. The limitation of the approach is the effort
to obtain a few values along the residence distribution.
Gallant used stress beads to quantify the maximum stress
in an extruder for an energetic application [6]. Cheng et al
used stress beads to characterize different mixing section
designs [7].
The purpose of this research is to establish the
methodology to measure the Residence-stress Distribution
(RSD) and compare it to the RTD. Another goal is to
determine the stress history of different screw designs
using narrow and wide kneading blocks and whether it can
distinguish the difference between different screw
geometries, as a function of operating conditions.
Materials
The extrusion material used for this experiment
was high-density polyethylene (HDPE) Alathon H6018 in
pellet form from Equistar Chemicals. The HDPE had a
density of 0.960 g/cc and a melt index of 18.0 g/10 min.
Calibrated microencapsulated sensor (CAMES)
beads from Mach I, Inc. were utilized as the method to
measure the stress in the extruder. The beads are designed
to measure shear stress during mixing by breaking at
specific critical stress levels which are dependent on the
bead diameter. The selected range of diameters for the
experiment was 53 - 63μm. When the beads are subjected
to stress levels beyond the critical shear stress, the beads
break and release their contents (Red B Disazo dye) which
stain the extruded material.
Using the same dye (Red B Disazo) that is
encapsulated by the CAMES beads, “reference” dye shots
were produced. These shots were prepared by dissolving
polystyrene pellets in xylene, and adding concentrated
amounts of dye. The solution was allowed to solidify over
a 24 hour period. The batch was then cut and weighed to
the appropriate amount to match that of the measured
CAMES shots. The dye shots were used to produce
reference RTD curves that represented 100% breakup of
the CAMES beads.
Equipment
The experiments were performed using a 28-mm
Coperion CoTSE extruder with an L/D = 32 using two
screw configurations of interest. The melting section of
both screw designs remained unchanged for the duration of
the experiment and consisted of three right-handed
kneading blocks (15, 30, and 45-mm), two neutral blocks
(20-mm), and one left-handed kneading block (15-mm).
The mixing section of the first screw design contained two
right-handed kneading blocks (15- and 45-mm) and one
left-handed convey element (15-mm) with a 5-mm pitch.
The second screw configuration consisted of five righthanded
kneading blocks (15-mm), one neutral block (20-
mm), and one left-handed conveying element (15-mm)
with a 5-mm pitch. The extruder set up consists of a feed
port and one vent port just before the mixing section, as
seen in Figure 1. The extruded polymer was cooled via a
chill roller where it was then collected as strips.
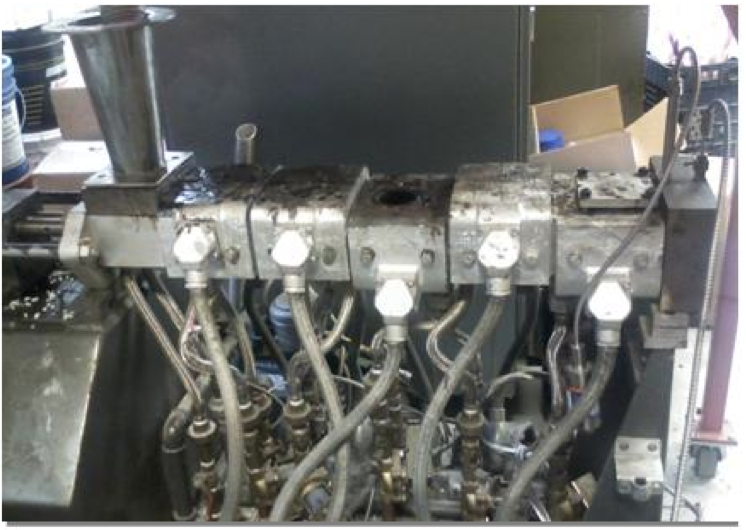
Figure 1. 28-mm Coperion Co-Rotating TSE
A reflective optical probe was placed just before
the die of the extruder. The probe consists of a split fiberoptic
bundle, where light was transmitted from one fiber
bundle. The light entered the melted polymer, reflected off
the polymer and screw elements, and was collected by the
other fiber bundle, where it was converted into a voltage
signal.
Experiment
The extruder and pellet feeder were then set to the
desired operating condition. The five barrels were set to a
temperature of 160oC and the die was set to 155
oC. The
data acquisition program began sampling for 15 seconds to
establish a baseline. Due to the transparent nature of
HDPE during extrusion, TiO
2 pellets were fed at a constant
rate during the experiment to provide a white background
on the polymer melt for the optical probe. The solid pieces
of dye were fed into a channel via the vent port as an
impulse. Since small amounts of the dye shots were fed into the extruder, the concentration of the dye and
polystyrene had a negligible effect on the viscosity of the
HDPE melt. Once the stained polymer had been
completely extruded, the data acquisition program was
reset and the program was again run for 15 seconds to
establish a baseline. CAMES beads were then fed into the
vent port. In total, nine operating conditions were tested,
with one dye and three CAMES shots fed per condition.
Experimental Grid
A central composite design (CCD) of experiment
grid was used to layout the data to show relationships
between percent breakup and different operating
conditions, as seen in Figure 2 . This approach was chosen
because of the expected non-linear relationship between
breakup and the chosen parameters. The specific locations
on the grid represent the operating conditions for this
study.
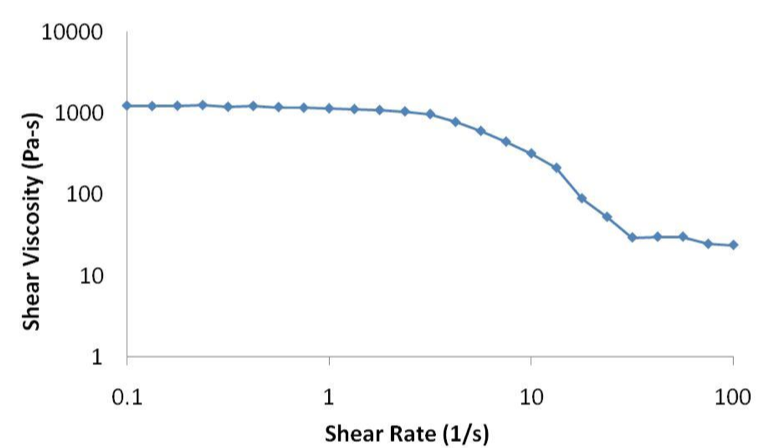
Figure 2. CCD grid of experimental conditions
The ranges of the conditions were determined by
the capabilities of the extruder. The first number of a
condition represents the throughput, Q, measured in mL/s.
The second number represents the screw speed, N, in rpm.
N vs. Q/N was chosen because RTDs scale with Q and N.
It was found that Q/N was a key variable in determining
the characteristics of RVDs and RRDs, which will be of
interest in a later study [8].
In order to ensure that the stress beads would
break in the designed operating region, viscosity data was
generated using a Rheometrics RDA-III rheometer and the
results plotted in Figure 3.
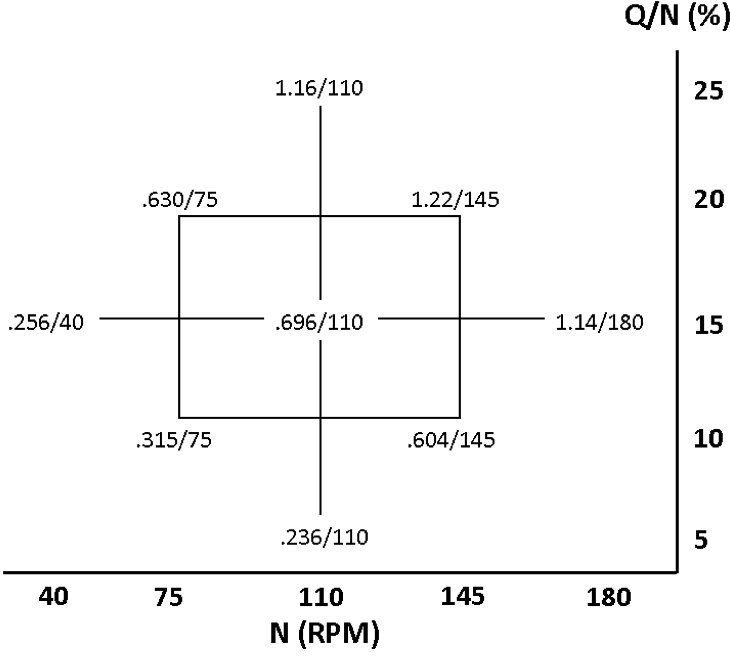
Figure 3. Shear viscosity for HDPE at 160
oC
Furthermore, the slope of this graph was used to
calculate the shear stress by using the equation:

Where τ is shear stress (Pa), η is viscosity of the polymer
(Pa-s), ? is shear rate (1/s), and n is the slope. The shear
rate is defined as:

where N is screw speed (rpm), D is the screw diameter
(mm), and h is the channel height (mm).
Using the dimensions of the 28-mm conveying
element that has a channel height of 4-mm, the stresses
induced at each operating screw speed were evaluated and
are displayed in Table 1.
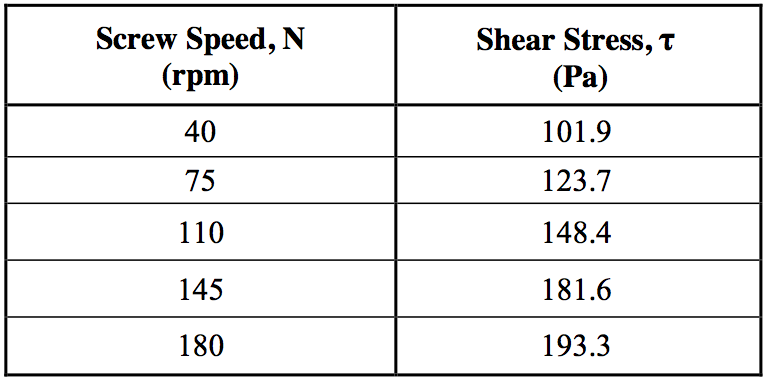
Table 1. Calculated shear stress
The approximate critical stress value at which the
CAMES beads break at was determined to be 120 Pa,
using data obtained from MACH I. Table 1 shows that, for
the given range of screw speeds, the amount of bead
breakup would occur at a low level for the lower screw
speeds and increase at the highest speeds.
Experimental Results
Percent Breakup
The average percent breakup for all nine
experimental conditions was calculated and the results
inserted into the Central Composite Design grid for
analysis as a way to compare the breakup history in the
wide and narrow kneading block configurations. To
determine the percent breakup of CAMES beads, the areas
under the RTD and RSD curves were calculated and used
in the followed equation:

Where A
c is the area under the CAMES RSD curve and A
r is the area under the dye RTD curve.
Percent breakup generated from screw configuration 1 (i.e. wide kneading blocks) is presented in
Figure 4.
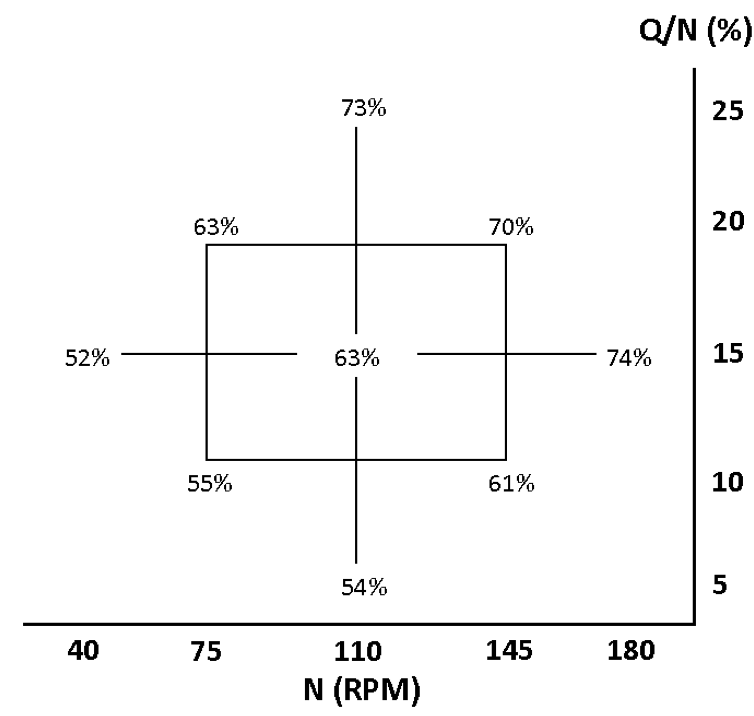
Figure 4. Percent breakup using wide kneading blocks
Figure 4 presents the percent breakup for the wide
kneading block configuration and indicates that there are
trends within the data as a function of screw speed and
specific throughput. As screw speed increases for a given
Q/N, the percentage of broken beads also increases. This
is expected as shear rate increases as screw speed also
increases as given by equation (2).
Another noticeable trend within the data is
percent breakup of beads increases as specific throughput
increases. As the specific volume of material in the
channel increases, the pressure on the melt while inside the kneading blocks also increases, inducing higher levels of
stress on the beads.
Average percent breakup was calculated using the
narrow kneading blocks screw design (screw configuration
2) and inserted in the CCD grid as shown in Figure 5.
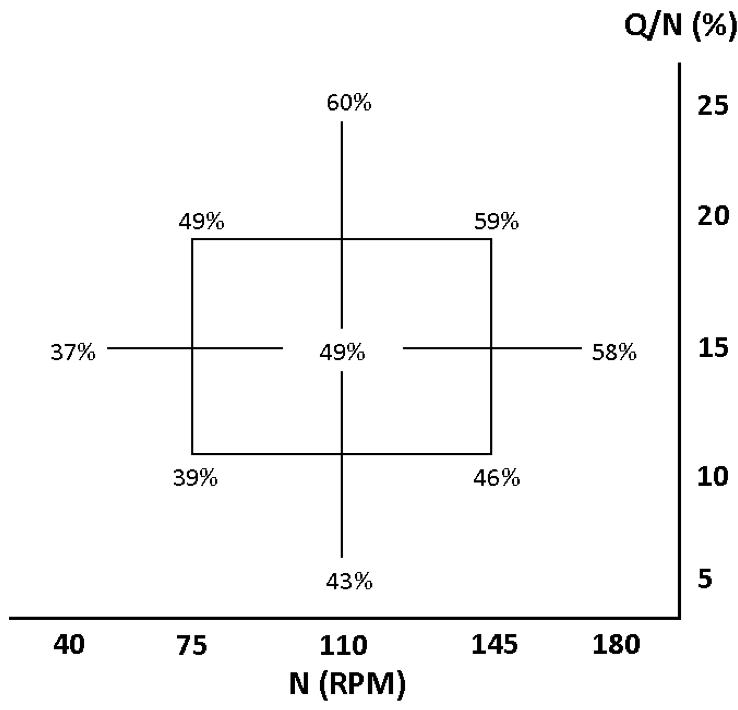
Figure 5. Percent breakup using narrow kneading blocks
Figure 5 above shows similar trends within this
data to that of Figure 4. Again, it can be seen that
increasing N and Q/N yields a higher percent breakup.
Comparing the two average percent breakup grids
(Figure 4 and Figure 5), it is apparent that screw
configuration 1 (wide kneading blocks) broke up a larger
percentage of CAMES beads than in the narrow kneading
blocks configuration. This result is consistent with the
common understanding that the wide kneading blocks are
better for dispersive mixing due to the wider paddles and
the higher extensional flows. The narrow kneading blocks
are commonly described as better for distributive mixing,
as confirmed by the lower stress levels.
To confirm that the range of obtained breakup
was outside of experimental error, an error analysis was
performed on both sets of data. It was determined that
there is approximately a 2% error for both wide and narrow
kneading blocks. This provides validation that the range of
percent breakup is independent of experimental error and
that there is in fact a significant increase in percent breakup
as N and Q/N are increased.
Residence Stress Distributions
Residence time and stress distribution curves were
generated from the data acquisition program and plotted
together for each condition. Figure 6 displays the RTD
and RSD curves for a given operating condition using the
wide kneading blocks configuration.
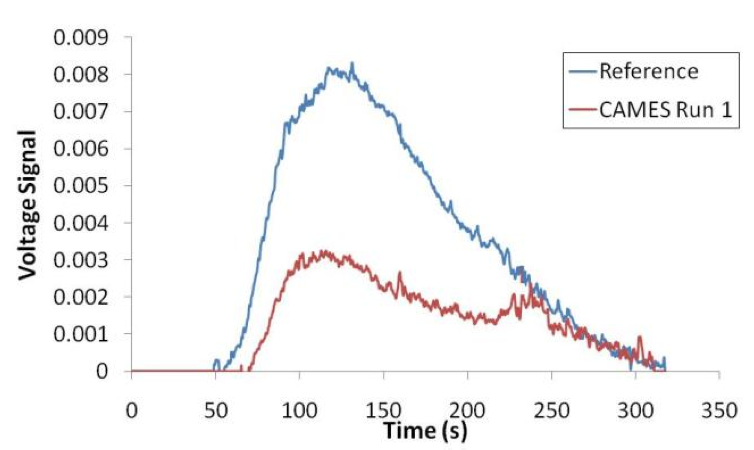
Figure 6. Normalized wide kneading blocks RTD and RSD curves for .236/110 condition
Figure 6 shows the normalized RTD and RSD
curves generated by the dye and CAMES shots,
respectively. This figure shows the quality of the data
collected by each individual run, which validates the claim
that the feed method did not affect the output curves. The
two RSD curves are essentially identical to each other
demonstrating the experimental repeatability. The curves
also show that the CAMES beads are passive tracers,
following identical paths in the extruder as described by
the RTD. Upon inspection, it is clear that the RTD curve
has higher amplitude than the RSD curves, indicating that
100% breakup of the CAMES beads was not achieved.
Since the residence distribution is the time history
through the screw’s geometry, it can be viewed as the
history of the flow path through the mixing zone. The dye
that comes through first transverses the least tortuous path,
staying in the center of the channels; whereas the tail of the
distribution passes back through the paddles. The
difference in the RTD and RSD curves confirms that
description. Initially the percentage of the flow that
experiences the critical shear stress is a small percentage of
the total flow; whereas, the figure does indicate that at the
tail end of the curves, the majority of CAMES beads did
break during this segment as the RTD and RSD curves
overlap.
The RTD and RSD curves generated using the
narrow kneading blocks are plotted in Figure 7.
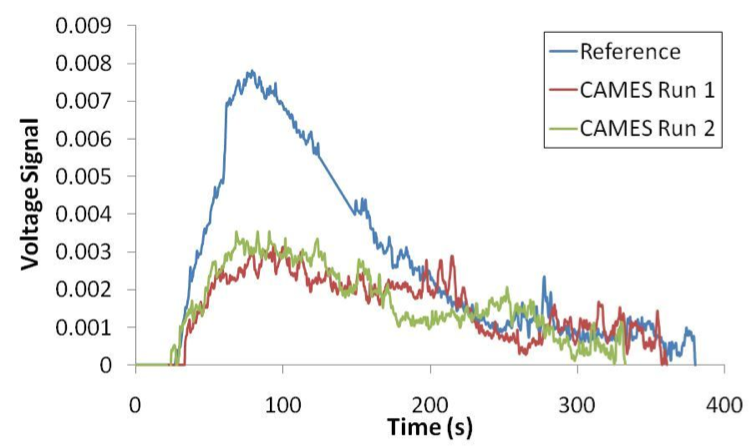
Figure 7. Normalized narrow kneading blocks RTD and RSD curves for .236/110 condition
The comparison of the RTD and RSD curves for
the narrow kneading blocks configuration follows the same
pattern as the wide kneading blocks where the initial part
of the flow experiences little of the critical stress whereas
all of the flow in the tail of the RSD experiences the
critical stress. The one difference is there is a lag time
between the start of the RTD and the RSD. This can be
interpreted as the initial part of the RSD experienced little
to no shear stress until about 20% of the RTD is complete.
Conclusions
A novel method for directly generating a
Residence Stress Distribution using a stress sensitive bead
(CAMES, MACH I, Inc.) has been demonstrated to be an
effective tool to measure the stress history in a complex
geometry as might be experienced in a twin screw
extruder. A comparison of wide and narrow kneading
block screw configurations was performed over a range of
specific throughputs (Q/N) and screw speeds (N). The
wide kneading block configuration showed a higher
percentage breakup of the stress beads when compared
with the narrow kneading blocks of equal length. The
interpretation of that result was that a higher percentage of
the CAMES beads experienced the critical stress at the
same operating conditions, in all cases.
For a given screw configuration, there was an
increase in percentage bead breakup as a function of screw
speed and as a function of specific throughput. The higher
values of each resulted in higher bead breakup.
Finally, plotting the Residence Time Distribution
and the Residence Stress Distribution simultaneously
reveals more in depth insights. A residence distribution is
generally understood to be the time history through the
extruder, but it can also be understood to represent the
actual path through the machine. The average percentage
bead breakup is not evenly experienced over the time
distribution. The initial percentage is low, whereas, the
percentage breakup near the tail of the distribution is
nearly 100%. That can be interpreted as the initial flow through the mixing section experiences little breakup,
perhaps it mostly remains in the middle of the channels;
and the tail of the flow has followed a path that repeatedly
goes through the paddles resulting in a 100% breakup of
the beads.
These insights can be used to help screw
configurations for breakup and distribution of many
important additives like carbon nanotubes or
pharmaceuticals, one needing a high degree of stress and
the other needing a low degree of stress but good
distribution.
References
1. K. Kohlgruber, “Co-Rotating Twin - Screw
Extruders”, Hanser Gardner Publications, Inc., Ohio,
pp 22-275 (2008).
2. H.F. Giles, Jr., J.R.Wagner, Jr., and E.M. Mount, III,
“Extrusion: The Definitive Processing Guide and
Handbook”, William Andrew, Inc., New York, pp.
119-121 (2005).
3. Z. Tadmor and C.G. Gogos, “Principles of Polymer
Processing”, John Wiley & Sons, Inc., New Jersey, pp.
648-650 (2006).
4. J. Curry and A. Kiani, “Measurement of Stress Level
in Continuous Melt Compounders”, SPE-ANTEC
Tech. Papers, 36, 1599-1602 (1990).
5. J. Curry and A. Kiani, “Experimental Identification of
the Distribution of Fluid Stresses in Continuous Melt
Compounders – Part 2”, SPE-ANTEC Tech. Papers,
37, 114-118 (1991).
6. M. Gallant, “Continuously Graded Extruded Polymer
Composites for Energetic Applications”, PhD Thesis,
2003.
7. J. Cheng, Y. Xie, D. Bigio, “Characterization of
Kneading Block Performance in Co-Rotating Twin
Screw Extruders”, SPE-ANTEC Tech. Papers, 198-
202, (1998).
8. J. Gao, G.C. Walsh, D. Bigio, R. M. Briber, M. D.
Wetzel, “A Residence Time Distribution Model for
Twin Screw Extruders”, AIChE Journal, 45, 2542
(1999).
Return to
Paper of the Month.