Investigation of Die Drool Phenomenon for Linear HDPE Polymer Melts Having Identical Polydispersity Index but Different MZ and MZ+1 Average Molecular Weights¶
Martin Zatloukal1,2, Jan Musil1,2
1 Centre of Polymer Systems, University Institute, Tomas Bata University in Zlin,
Nad Ovcirnou 3685, 760 01 Zlin, Czech Republic
2 Polymer Centre, Faculty of Technology, Tomas Bata University in Zlin,
TGM 275, 762 72 Zlin, Czech RepublicAbstract
In this work, die drool phenomenon, for two linear
HDPE polymers having identical polydispersity index
(M
w/M
n) but different M
z and M
z+1 molecular weight
averages, has been experimentally investigated. It has
been revealed that increase in linear HDPE chain length
promotes the die drool phenomenon.
Introduction
During the extrusion process, there is a tendency for
some polymers to adhere at the extrusion die lips.
The deposited material builds up into a large mass which
frequently breaks away from the die, completely
(or partly) encloses the extruded product, adheres
perseveringly onto extruded product surface and thus
damages it. This effect is in extrusion art defined as
undesirable spontaneous accumulation of polymer melt at
the die exit face and it is termed like “die drool”,
“drooling”, “die lip build-up”, “die bleed”, “die plateout”,
“die deposit”, “die drip” or “die moustache” and
the accumulated material is generally named “drool”.
It has been found by Klein [1] in 1981 that there are two
different die drool types; the first, which is related to a die
(polymer deposit builds up at slow stable rate) and the
second, which is related to the screw (die remains clean
for a period of time and the polymer deposit rises
suddenly). If this phenomenon takes place during the
extrusion process for particular polymer system, it is
necessary to periodically switch off the extrusion line in
order to complete die cleaning which is uneconomical and
also time consuming. In 1997, Gander and Giacomin [2]
published the overview about the die drool phenomenon.
They have concluded that die drool is a complex problem
having several minor sources, each of them playing
different role according to particular extrusion techniques,
processing conditions and polymer materials used. In the
open literature, several factors have been found to support
the formation of die drool phenomenon. They include
pressure fluctuations in screw [1], volatiles, low molecular fractions of the polymer, fillers, poor dispersion
of pigments [3], die swell [1, 4], processing near
degradation temperature [4-6], dissimilar viscosities in
blends [7], improper die design and die material [2, 8-
10], negative pressure at the die exit [11], utilization of
linear rather than branched polymers [12], high polymer
melt elasticity [13], etc.
In order to more deeply understand the die drool
phenomenon, two carefully prepared linear HDPE
polymers having identical polydispersity index (Mw/Mn)
but different M
z and M
z+1 molecular weight averages,
have been experimentally investigated.
Experimental
Material characterization
In this work, two linear and well stabilized HDPE
extrusion grades (HDPE 1 – HDPE Liten FB 29 E2009
3220 4479 and HDPE 2 – HDPE Liten FB 29 E2009 5498
7937) from Unipetrol RPA, Czech Republic were used.
The basic characteristics for both samples are summarized
in Table 1. As can be seen, polymers having identical
polydispersity index (M
w/M
n) but different M
z and M
z+1
molecular weight averages (see definition bellow).

where ni is the fraction of molecules having the molecular
weight, M
i, in a blend of monodisperse species described
by the set of number [n
i, M
i].
Die drool measurements
Die drool experiments were performed on a
conventional Plasti – Corder 2000 model (Brabender,
Germany) single-screw extruder with diameter
D = 30 mm and L = 25D (standard single-thread screw
with compression ratio 4:1, and lengths of zones: feed
L1 = 10D, compression L2 = 3D, metering L3 = 12D).
The extrusion line consists of extruder with four
electrically heated zones, transition annular part, specially
designed annular extrusion die, which was introduced and used in [5, 11, 12 and 14], photo camera Dimage Z3
model (Konica Minolta, Japan) with resolution of 4 Mpx
placed near the die exit for die drool visualization,
nitrogen gas vessel with hosepipe supplying N
2 to a die
exit vicinity in order to prevent thermal/oxidative
degradation of collected die drool samples and finally
draw-off mechanism.
Extruder zones (from the hopper to the die) were
heated to T
1 = 150°C, T
2 = 155°C, T
3 = 160°C and
T
4 = 160°C, respectively by keeping the annular tube
(connecting die and extruder) and die exit temperature
constant, T
5 = T
6 = 160°C ensuring that no sample
degradation takes place. Furthermore, total mass flow rate
of extruded polymer melt ( m ) was varied from
0.075 kg.hr
-1 up to 0.725 kg.hr
-1 (i.e. from 68 s
-1 up to
652 s
-1 in terms of apparent shear rate). After 10 minutes
of extrusion at given m, the extruder was stopped and the
accumulated material (see Figure 1 for the example) was
manually removed from the die lip by a tweezer, weighted
on a sensitive analytical balance and the procedure was
repeated again for the higher m. Moreover, this technique
was applied three times at each m to prove the
reproducibility of such testing method. Before each set of
three independent 10 minutes tests (at one m), barrel,
screw and all parts of the die have been perfectly
manually cleaned.
Die drool intensity has been expressed in
dimensionless form through buildup ratio BR (firstly
introduced by Gander and Giacomin in [2]):

where m is defined above and B means buildup rate:

where B is the mass of accumulated
die drool material at
the die exit face and t
e is the total extrusion time of each
test (10 minutes in this case).
Results and Discussion¶
As can be seen in Figures 2 and 3, transient uniaxial
extensional viscosity curves (measured by Sentmanat
Extensional Rheometer SER-HV-A01 model attached to
Advanced Rheometric Expansion System ARES 2000) for
both HDPEs show no strain hardening peaks indicating
presence of linear chains only for both polymers.
Moreover, as can be seen in Figures 4 and 5, HDPE 1 has
slightly higher steady shear viscosity (determined by
twin-bore capillary rheometer Rosand RH7-2 and
rotational rheometer ARES 2000 in parallel plates
configuration), uniaxial extensional viscosity and shear elasticity (determined according to Han’s methodology
[15]) than HDPE 2.
Apparent shear rate dependent die drool intensity in
the form of dimensionless buildup ratio, BR and real die
exit face visualization are provided in Figures 6 and 7,
respectively. It is clearly seen that the die drool
phenomenon is more pronounced for HDPE 1 sample in
comparison with HDPE 2 sample and its onset occurs at
lower apparent shear rates for HDPE 1 in comparison
with HDPE 2 sample. Due to the fact that these two linear
HDPE polymers having identical polydispersity index
(M
w/M
n) but HDPE 1 sample has higher M
z and M
z+1
molecular weight averages (indicating the presence of
very long chains) in comparison with HDPE 2 sample
(see Table 1 and Figure 8a), it can be concluded that an
increase in linear HDPE chain length promotes the die
drool phenomenon. Interestingly, the die drool material
created during HDPE 1 sample extrusion has slightly
narrower MWD than die drool sample created during
HDPE 2 extrusion (see Table 2 for the Mw/Mn ratio).
Moreover, the content of long chains in the HDPE 1 die
drool sample is smaller (low M
z and M
z+1 averages) in
comparison with HDPE 2 die drool sample (high Mz and
M
z+1 averages) as can be seen in Figure 8b and Table 2.
This indicates that more elastic HDPE 1 sample is able to
more effectively push shorter chains toward the die wall
in comparison with less elastic HDPE 2 sample which is
in good agreement with our previous work [12, 16] and
the original Busse’s flow induced molecular weight
fractionation theory [17].
Conclusion
It has been found that small amount of very long linear
chains in the linear HDPE polymers promotes die drool
phenomenon. It has also been found that due to enhanced
melt elasticity by the presence of long linear chains of
linear HDPE polymer, the flow induced fractionation
(causing die drool phenomenon) is more effective which
results in narrow MWD of die drool sample containing
small amount of long chains (low M
z and M
z+1 averages).
Acknowledgement
The author wish to acknowledge Grant Agency of the
Czech Republic (Grant No. 103/09/2066) and Operational
Program Research and Development for Innovations
co-funded by the European Regional Development Fund
(ERDF) and national budget of Czech Republic, within
the framework of project Centre of Polymer Systems
(reg. number: CZ.1.05/2.1.00/03.0111) for the financial
support. The authors also wish to acknowledge
Ing. Martin Malicek from Unipetrol RPA company for
donation of both HDPE polymers, which have been used
in this work.
References
1. Klein, I. Plastics World 39(5), 112-113 (1981).
2. Gander, J. D., Giacomin, A. J. Polym. Eng. Sci. 37(7),
1113-1126 (1997).
3. Kurtz, S. J., Szaniszlo, S. R. US Patent 5,008,056
(1991).
4. Hogan, T. A., Walia, P., Dems, B. C. Polym. Eng. Sci.
49(2), 333-343 (2009).
5. Musil, J., Zatloukal, M. Chem. Eng. Sci. 65(23), 6128-
6133 (2010).
6. Holzen, D. A., Musiano, J. A. SPE RETEC (1996).
7. Priester, D. E. Annual Technical Conference-ANTEC,
Conference Proceedings 2, 2059-2061 (1994).
8. Ding, F., Zhao, L., Giacomin, A. J. and Gander, J. D.
Polym. Eng. Sci. 40(10), 2113-2123 (2000).
9. Chaloupkova, K., Zatloukal, M. Annual Technical
Conference-ANTEC, Conference Proceedings 4, 2379-
2383 (2007).
10. Zatloukal, M., Musil, J. Annual Technical ConferenceANTEC,
Conference Proceedings 2, 1181-1185
(2011).
11. Chaloupkova, K., Zatloukal, M. J. App. Polym. Sci.
111(4), 1728-1737 (2009).
12. Musil, J., Zatloukal, M. Chem. Eng. Sci. 66(20), 4814-
4823 (2011).
13. Musil, J., Zatloukal, M., Gough, T., Martyn, M.
AIP Conference Proceedings 1375, 26-42 (2011).
14. Chaloupkova, K., Zatloukal, M. Polym. Eng. Sci.
47(6), 871-881 (2007).
15. Han, C. D. Trans. Soc. Rheol. 18(1), 163-190 (1974).
16. Musil, J., Zatloukal, M. AIP Conference Proceedings
1152, 69-74 (2009).
17. Busse, W. F. Physics Today 19(9), 32-41 (1964).
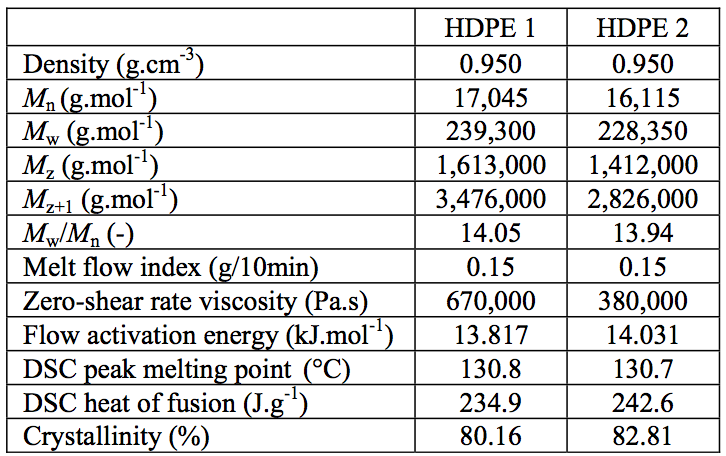
Table 1: Basic characterization of chosen HDPE polymers.
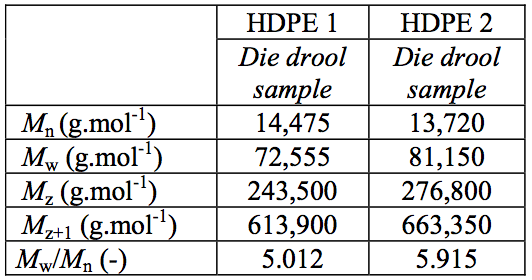
Table 2: Basic characteristics of die drool samples collected after 10 minutes of extrusion at apparent shear rate 348 s
-1.
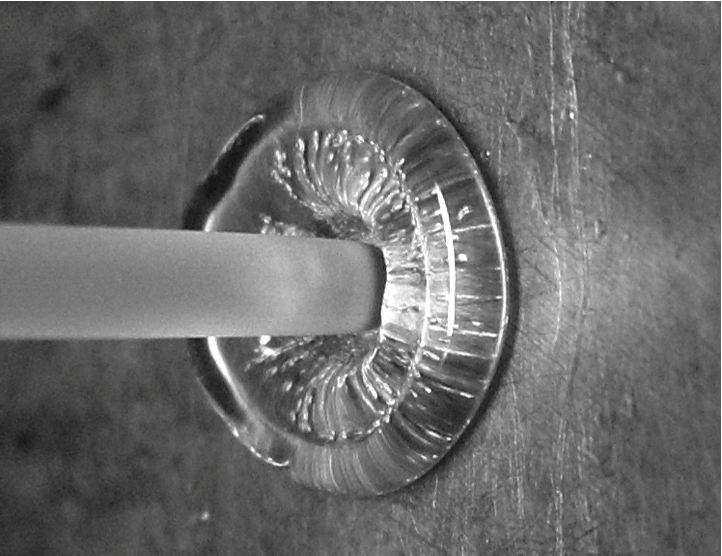
Figure 1: Typical appearance of HDPE die drool phenomenon after 10 minutes of extrusion by using the proposed experimental set-up and chosen processing conditions (HDPE 1 at 160°C and apparent shear rate 652 s
-1.
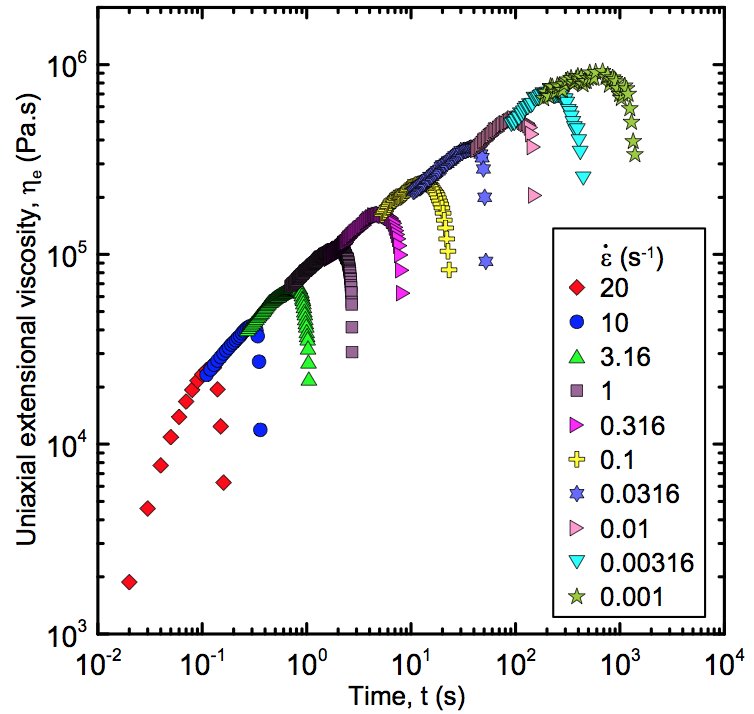
Figure 2: Transient uniaxial extensional viscosity for HDPE 1 at 190°C.
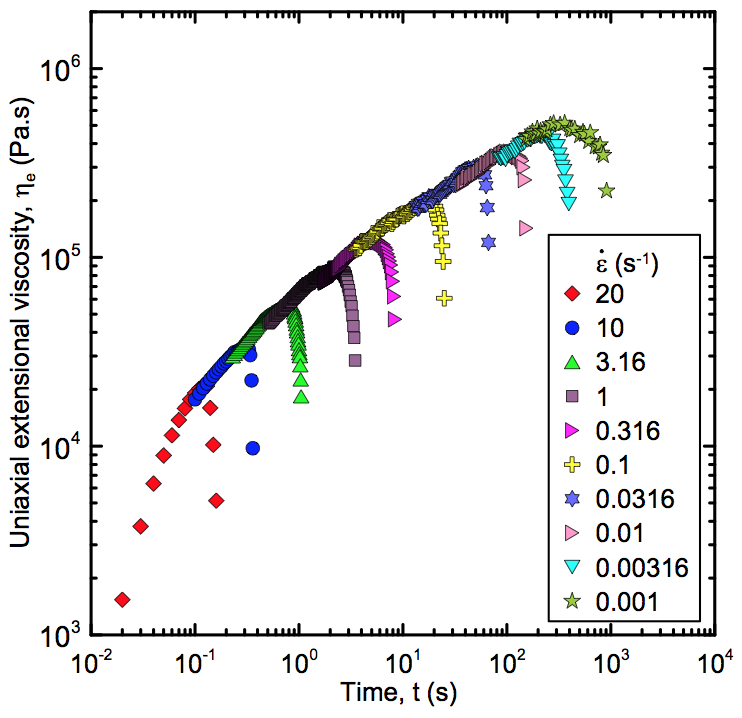
Figure 3: Transient uniaxial extensional viscosity for HDPE 2 at 190°C.
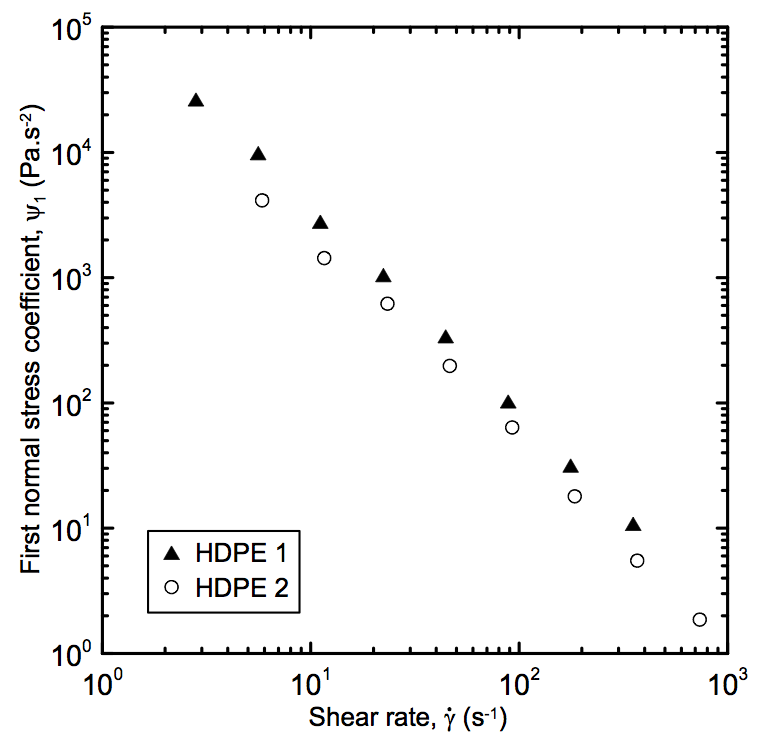
Figure 4: Stable-state first normal stress coefficient for both investigated HDPE polymer melts measured at 190°C.
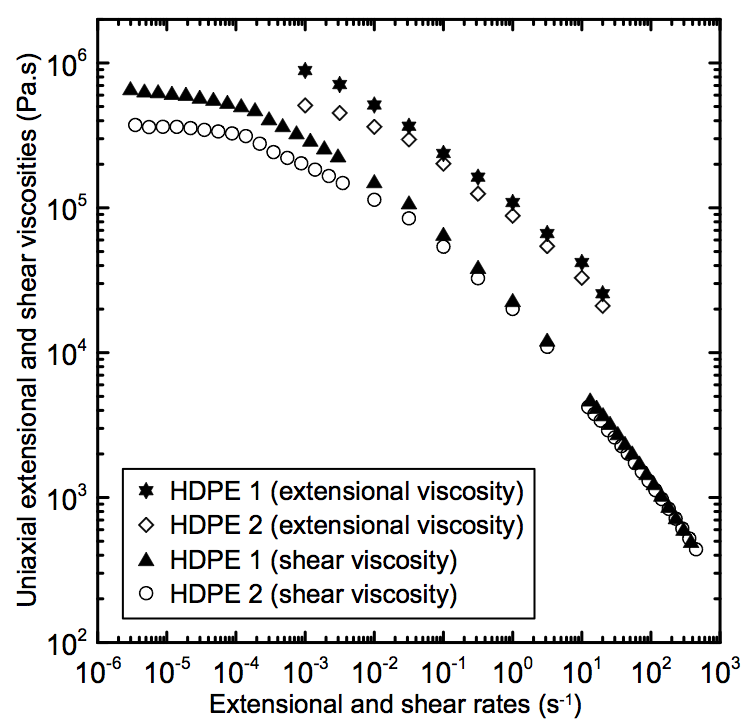
Figure 5: Stable-state shear and uniaxial extensional viscosities for both investigated HDPE polymer melts measured at 190°C.
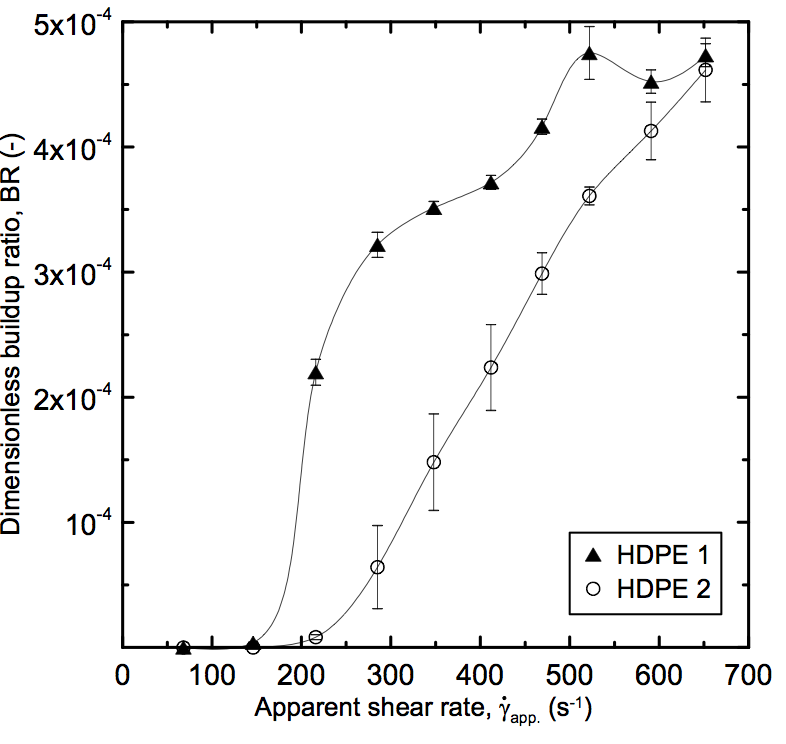
Figure 6: Dimensionless buildup ratio (10 minutes of extrusion) as a function of apparent shear rate for both investigated HDPE polymer melts determined at 160°C.
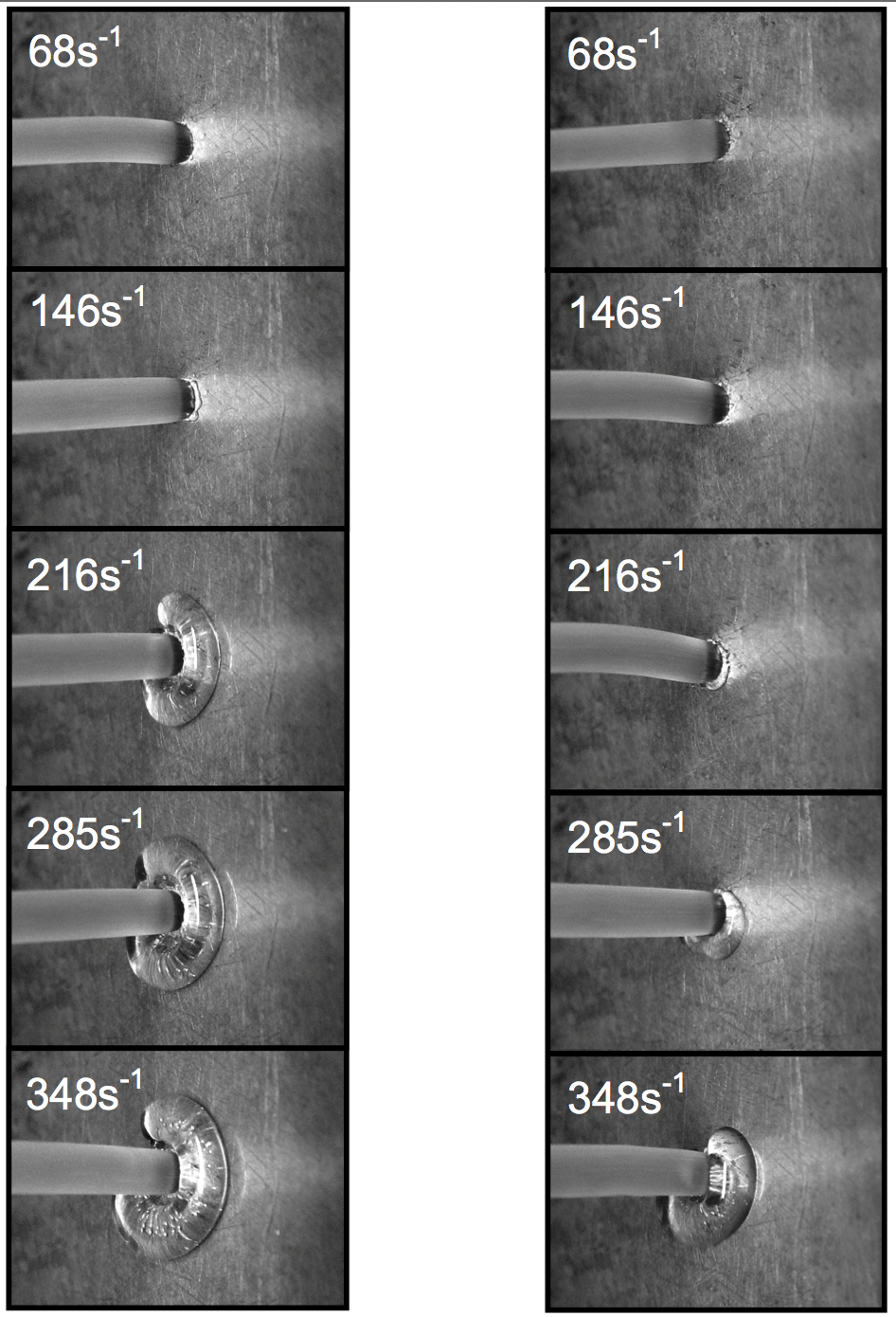
Figure 7: Die exit face visualization after 10 minutes of extrusion of HDPE 1 (left) and HDPE 2 (right) at different apparent shear rates, T
die = 160°C.
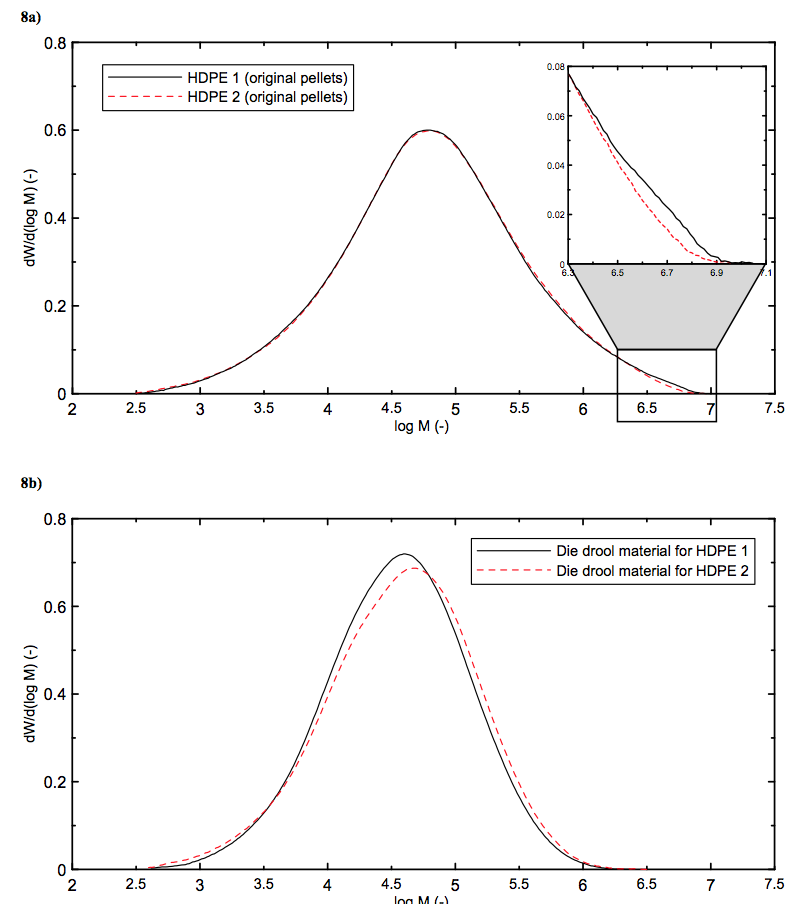
Figure 8: Molecular Weight Distribution (MWD) of the analyzed polymer samples. 8a) MWD for HDPE 1 and HDPE 2 (original pellets). 8b) MWD for die drool materials collected under N
2 inert gas atmosphere at apparent shear rate 348 s
-1 and T
die = 160°C.
Return to
Paper of the Month.