Troubleshooting Gear Pump Assisted Single-Screw Extrusion Processes
Mark A. Spalding and Wenyi Huang, The Dow Chemical Company, Midland, MI
Daniel Smith, Maag Automatik, Inc., Charlotte, NC
Gregory A. Campbell, Clarkson University/Castle Associates, Jonesport, MEAbstract
Gear pumps are often used in tandem with singlescrew
extruders to increase rate, decrease resin
consumption, improve process stability, and decrease the
extrudate temperature. When a process is unstable, it is
often not obvious if the extruder is unstable and the gear
pump is operating well, or the extruder is operating well
and the gear pump operation is unstable. This paper will
describe a few operations where gear pumps improved a
process, how they can be used in unstable processes, and
approaches to troubleshooting lines using gear pumps.
Introduction
Gear pumps are often positioned between smooth-bore
single-screw extruders and dies, providing several
processing advantages. These advantages include the
mitigation of pressure surges and thus flow surges from the
extruder, a decrease in the discharge temperature by
generating part of the pressure required for the die by the
pump instead of by the extruder, reducing resin
consumption, and for rate increases [1,2]. For example, if
the extruder is operating with a relatively small pressure
oscillation with time (or pressure surge) to the inlet of a
gear pump, the gear pump will provide a nearly constant
outlet pressure and flow rate to the downstream equipment
such as a die. Stable operations with a gear pump will
allow plant personnel to operate at the lower specification
limits for sheet or film and thus reduce the resin
consumption per unit of product. If a gear pump is
contributing to the generation of the discharge pressure for
the downstream equipment, the metering section will
operate with a higher specific rate as compared to a process
without a pump. Extruders that operate at a higher specific
rate will generally operate at a lower discharge temperature
[3]. A gear pump used with a two-stage, vented screw can
allow high operating rates at higher discharge pressures
while not causing material to flow into the vent.
For gear pump assisted extrusion, the extruder control
algorithms are set to maintain a constant pressure to the
inlet side of the pump by the extruder. The pump is
operated at a constant rotational speed and thus it delivers
molten polymer at a very steady and controlled rate. A
schematic of a gear pump assisted extrusion process is
shown in Figure 1 for a single-stage extruder. If the
pressure to the inlet of the pump is less than the set point
value, then the control algorithm will increase the screw speed of the extruder. Conversely, if the inlet pressure is
too high the control system will decrease the screw speed.
For properly designed systems, the screw speed will only
have relatively small changes to compensate for slight
changes in the pump inlet pressure. But for extrusion
processes that are not operating properly and show severe
flow surging, the screw speed will have large variations.
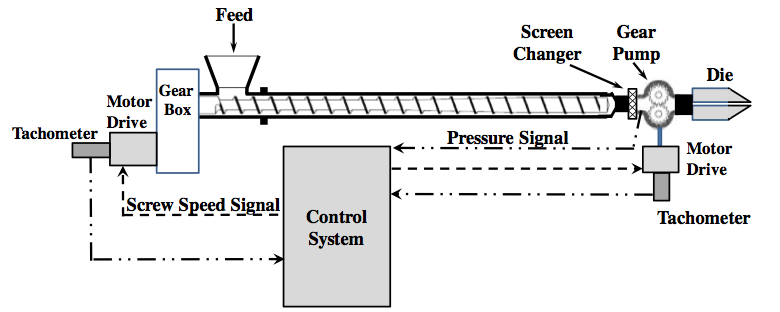
Figure 1. Diagram of a typical gear pump installation for a single-stage extruder and a screen filtering system. The control schematic for extruder screw speed is included.
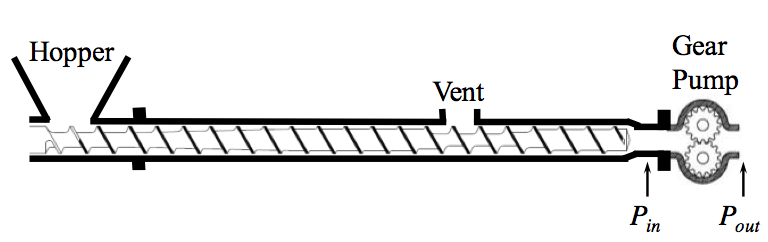
Figure 2. Schematic of a two-stage, vented extruder with a downstream gear pump.
Gear pumps allow higher rates and higher discharge
pressures for two-stage, vented extruders. A schematic of
this process is shown in Figure 2. Since the vent is at
atmospheric pressure or under vacuum, all pressure
required to operate the die for a system without a gear
pump must be generated in the second-stage metering
section of the screw. If the pressure required to operate the
die is higher than what the second stage metering channel
can develop, then molten resin will flow into the vent
opening. A gear pump, however, can allow higher rates
and higher discharge pressures while eliminating vent
flow. For this case, the metering section only needs to
generate enough pressure to operate safely the pump, a
pressure typically about 2 to 8 MPa. This pressure level is
high enough to keep the gear channels completely full of
resin and maintain lubrication in the bearings. The pump
will then increase the pressure to a higher level as required
by the downstream equipment. Moreover, if the gear pump
is generating most of the pressure required for the
downstream equipment, then the screw and extrusion
process can be optimized to a lower discharge temperature
[4].
The goal of this paper is to show the attributes of
positioning a gear pump in tandem with a single-screw
extruder, and provide troubleshooting methods for tandem
operation.
Temperature Reduction
A gear pump is a common method to decrease the
discharge pressure from the extruder, especially if the
discharge pressure required by the die is relatively high.
Decreasing the discharge pressure from the extruder will
cause the specific rate to increase and the discharge
temperature to decrease. A schematic for the axial pressure
and temperature for a single-stage process is shown in
Figure 3. Here the pump is generating the pressure rather
than the metering section of the screw, allowing the
discharge temperature to decrease. For example, a process
and die required a pressure of 21 MPa for operation at a
rate of 400 kg/h for a high density polyethylene (HDPE)
resin with a melt index of 0.08 dg/min (190
oC, 2.16 kg). If
all of the pressure is provided by a single-stage 114.3 mm
diameter extruder (screw design fixed), the discharge
temperature will be about 242
oC, as shown by the
operating curve in Figure 4. Here the specific rate for
operation is 4.7 kg/(h rpm). But if a gear pump is
positioned between the extruder and the die such that a
portion of the required pressure is generated by the pump,
then the specific rate for the operation of the screw will
increase (causing the screw speed to decrease at a fixed
rate) and the discharge temperature will decrease. For
example, if the inlet pressure to the gear pump (discharge
pressure from the extruder) in this case was 8 MPa, the
extruder would discharge at 231
oC and operate at a specific
rate of 6.3 kg/(h rpm). Thus, the discharge temperature
could be decreased by 11oC and the specific rate increased
by 1.6 kg/(h rpm), as shown in Figure 4.
Some temperature increase will occur as the resin
passes through the gear pump. This temperature increase is
small compared to the decrease in temperature due to using
the pump to increase the line pressure. The actual extrudate
temperature will depend on the design and operation of the
screw, the shear viscosity of the resin, the pressure
contribution from the pump, and the design of the pump.
Surge Suppression
Flow surging is defined as the oscillatory change in
the rate of the extruder while maintaining constant set point conditions. Flow surging can originate from many
different sources including improper solids conveying,
melting instabilities, flow restrictions, and improper
control algorithms [3,4]. Gear pumps are very effective at
mitigating pressure surges originating from the extruder,
and thus they have the capability of minimizing the resin
consumption in the final product for a process with a mild
flow surge to maintaining a level of production for
processes with severe flow surging.
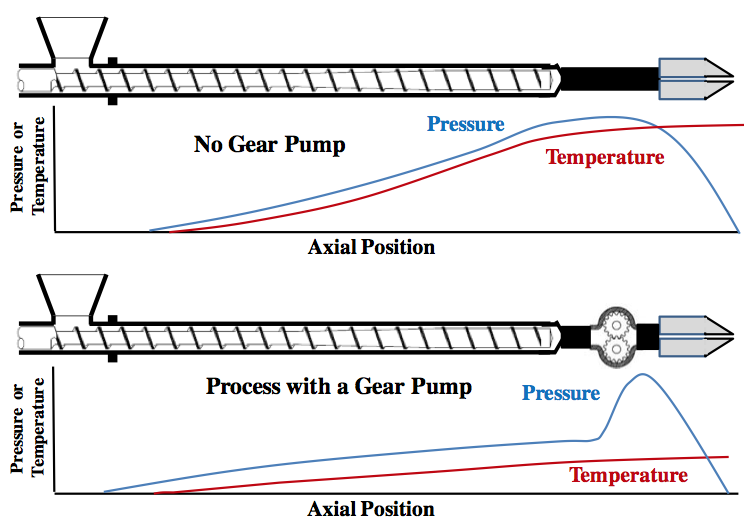
Figure 3. A schematic of the axial pressure and temperature for processes with and without a gear pump. The rates for both processes are the same, but the discharge temperature for the process with the gear pump is less than that for the standard process.
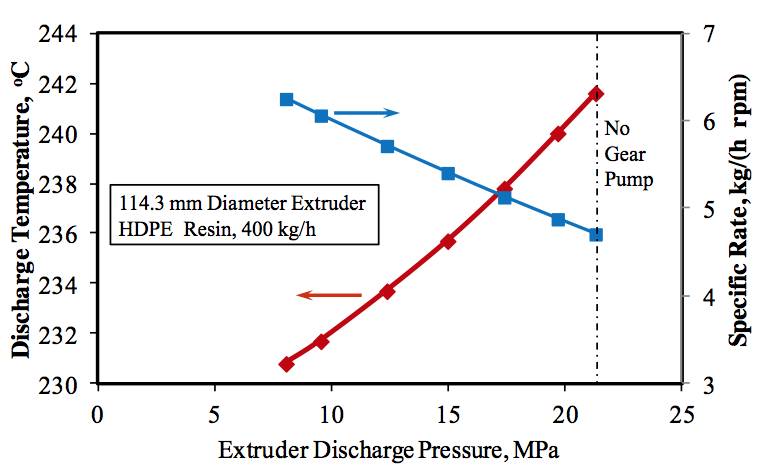
Figure 4. Operation of a 114.3 mm diameter extruder running a HDPE resin at 400 kg/h as a function of discharge pressure.
A severe and random flow surging problem limited the
production rate for a large-diameter, two-stage, vented
extruder [5]. If it were not for a gear pump positioned
between the extruder and die, this extrusion line would not
have been operable. The surging did, however, limit the
output of the line to about 70% of its potential rate. The
maximum potential rate is the rate that the extruder can run
at high screw speeds and with proper operation. The
extruder was 203.2 mm in diameter and had a 40 length-todiameter
(L/D) barrel. A schematic for the extruder and
gear pump arrangement are shown in Figure 2. The
extrusion system was used to make a sheet product.
Steady-state operation of the extruder is shown by the
first 400 minutes in Figures 5 and 6. The data for these
figures were from the same production run. The extruder
was running a high-impact polystyrene (HIPS) resin at
2250 kg/h and a screw speed of 99 rpm for a specific rate
of 22.7 kg/(h rpm). This specific rate was about 14%
higher than the specific rotational flow rate calculated for
the first-stage metering section, indicating that a negative
pressure profile exists in the section. The negative pressure
gradient is expected for a first-stage metering section of a
vented screw that is operating properly; i.e., the first-stage
metering section was full of resin. To maintain the
stability, the extruder screw speed was reduced such that
extruder was operating at about 70% of its potential
maximum rate. That is, at screw speeds higher than 99 rpm
the extruder was more likely to transition from a stable to
an unstable operation.
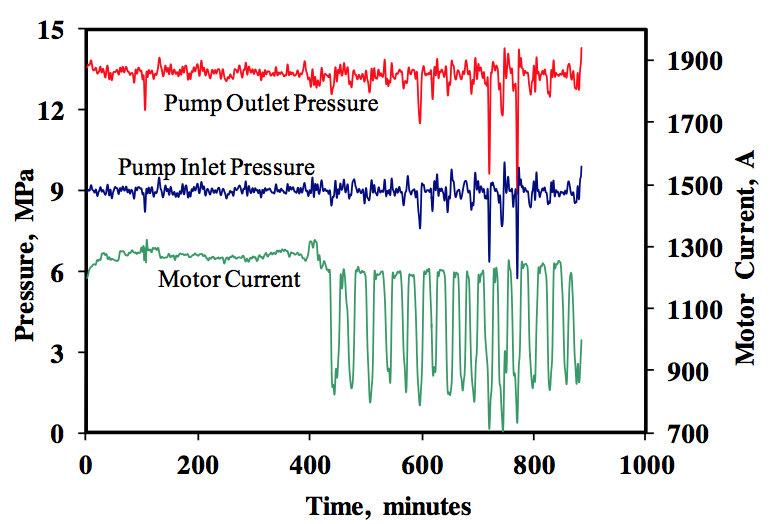
Figure 5. Pump inlet (extruder discharge) and outlet pressures and motor current for stable and unstable extrusion for a large-diameter extruder running HIPS resin.
During this first 400 minutes, the inlet pressure to the
pump was relatively stable, and the discharge pressure to
the die was also acceptable, producing prime product. At
about 410 minutes into the run, the extruder started to
operate unstably, as indicated in Figures 5 and 6. The
processing change that caused the extruder to go from a
stable operation to an unstable one was not known, but it
could have been due to minor changes in the bulk density
of the feedstock or cooling water fluctuations to the screw.
The root cause for the event and technical solution were
provided earlier [3,5] and they are beyond the scope of this writing. As shown in Figure 6, the extruder screw speed
was oscillating between 100 and 180 rpm during the period
of the instability. During this unstable period, however, the
gear pump control allowed the pump inlet pressure to
oscillate at only a low level. The outlet pressure from the
pump (pressure to the die) had a similar level of oscillation
as in the inlet pressure, as shown in Figure 5. The
oscillation in the outlet pressure, however, was acceptable
for making prime product. Resin consumption was higher
than normal during unsteady operation because the product
was varying widely between the upper and lower control
limits for sheet thickness rather than operating close to the
lower control limit. If the pump would not have been on
this line, prime product could not have been produced
when the extruder was unstable. Although the pressure
oscillation observed here was unacceptable, the pump was
able to allow production during the time required to make
the process modification to mitigate the surge.
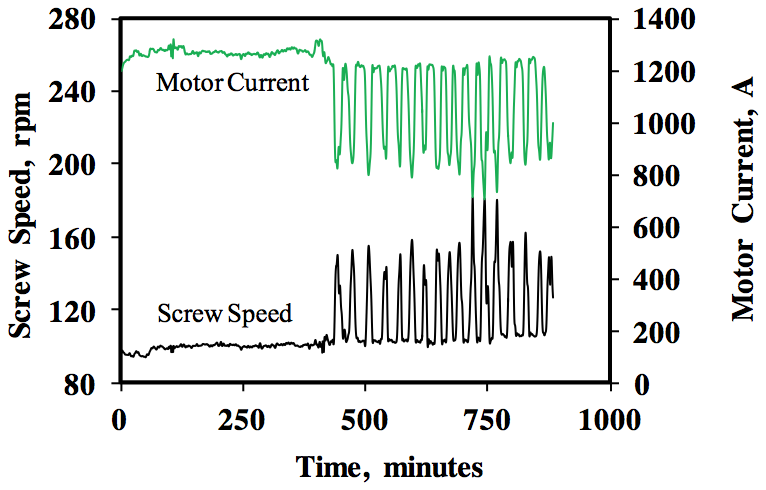
Figure 6. Screw speed and motor current for a large- diameter extruder running stable and unstable.
Gear Pump Pressure Control
A poor control algorithm for the pump can cause some
variation in the extruder screw speed, causing large
variations in the inlet pressure to the pump. This type of
control-induced surging can occur even though the process
as designed is inherently stable. To determine if the control
algorithm is inducing the surging, the screw speed of the
extruder should be operated in a manual mode and at a
constant speed. If the controller is inducing the surging,
placing the process in manual control mode will stabilize
the process.
Transient process data were collected for an extruder
with a downstream gear pump, as shown in Figure 1. For
this case, the control algorithm was controlling the speed
of the screw such that the inlet pressure to the pump was
maintained at 8 MPa for a polycarbonate (PC) resin.
Although the variation in screw speed was not excessive at 67+1.5 rpm, the variation in motor current seemed quite
high at 540+90 A. At about 16 minutes into the run, the
extruder was switched from automatic to manual screw
control; i.e., the screw speed was held constant at 67 rpm.
As shown by the data in Figure 7, the motor current
variation was unchanged, indicating that the screw speed
control algorithm was not inducing the variation in the
motor current. During the period that the screw speed was
held constant, the pressure to the inlet of the pump slowly
increased, as shown in Figure 8. This pressure was
increasing because the screw was operating at a speed that
delivered a rate slightly higher than that needed by the
pump. When the control was placed back into the
automatic mode, the screw speed was decreased initially to
compensate for the higher than desired pump inlet
pressure.
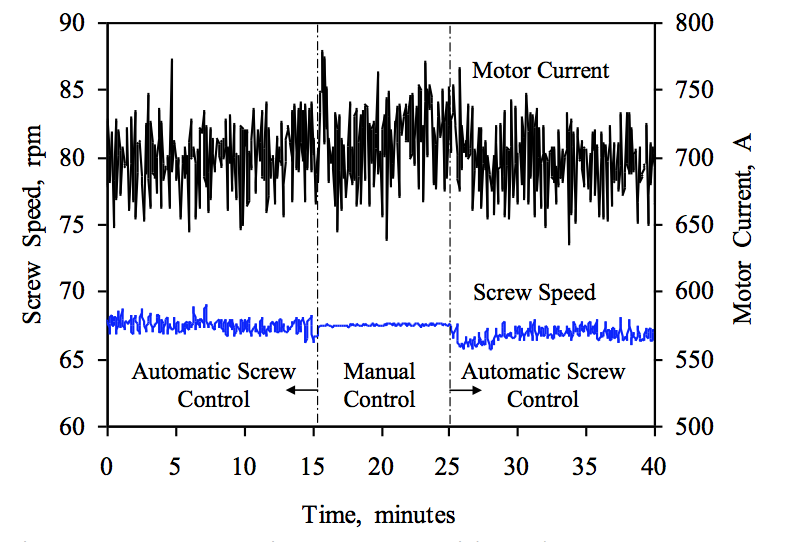
Figure 7. An extrusion process with a downstream gear pump with the screw operating in inlet pressure control and followed by the screw in manual operation (constant screw speed).
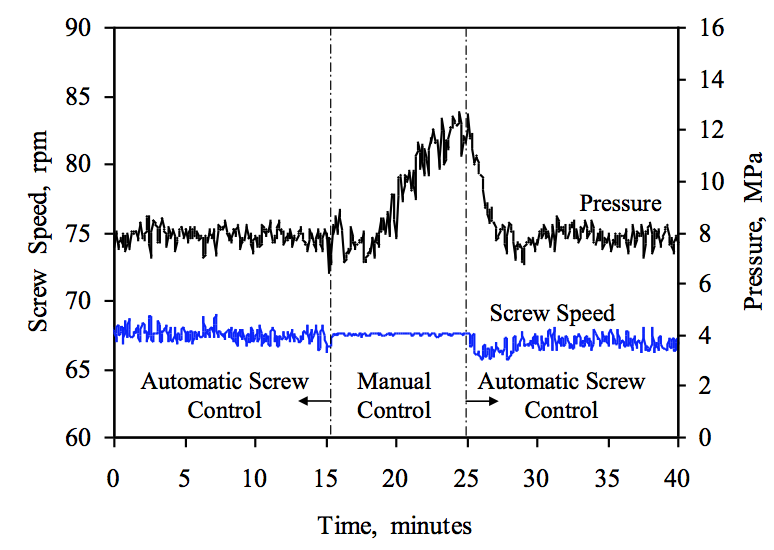
Figure 8. Pressure at the inlet to the gear pump for the data presented in Figure 7. The pressure increased during manual control because the flow rate of the extruder was slightly higher than the rate of the pump.
The large level of variation in the motor current during
constant screw speed control suggests that the extrusion
process was unstable, and the control algorithm was not the
root cause for the variation in the motor current. The root
cause and technical solution for mitigating the surge are
provided elsewhere [3].
In another case, a single-stage extruder with a gear
pump running a low density polyethylene (LDPE) resin
was operating with a pressure oscillation at the discharge
of the extruder. Like the previous case, it was not known if
the extruder or the control algorithm for the gear pump was
causing the instability. The pressure oscillation during the
unstable period is shown in Figure 9 for the first 7 minutes
of data collection. Like before, the gear pump controller
was placed into manual mode such that the extruder screw
speed was held constant. As shown in Figure 9, the
pressure at the inlet to the gear pump was relatively stable
when the screw speed was in manual control. When the
control was turned back on, the pressure variations
resumed. These data indicate that the control algorithm
was causing the pressure surges to the inlet of the gear
pump. In this case the proportional gain of the controller
was set too high for the process. When the gain was
reduced, the process became very stable with the pump in
automatic control mode.
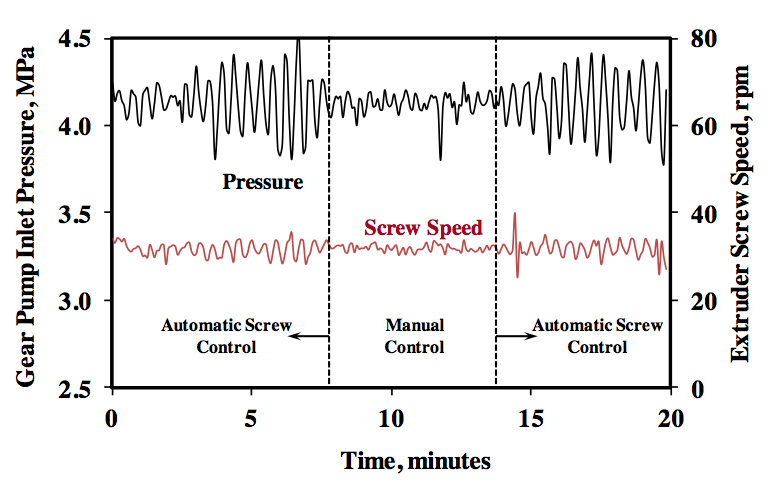
Figure 9. Process dynamics for a gear pump with a poorly designed control system.
Placing the screw speed controller in manual mode is
recommended when minor levels of flow surging are
observed with a process where the screw speed is
controlled from the inlet pressure of a gear pump. This
procedure will correctly guide the troubleshooting process
to focus on the extruder or the gear pump.
Gear Pump Seizing
A polystyrene (PS) sheet line was constructed using a
two-stage, vented extruder and a gear pump. On several occasions the bearings on a gear pump would seize. In both
cases, the gear pump was identified as the root cause of the
failure, and claims were placed against the manufacturer.
After the third pump seized, a full evaluation of the line
was performed. The analysis indicated that the first-stage
metering section of the extruder screw was not controlling
the specific rate of the process as designed. Instead the
specific rate was about 90% of the flow due just to
rotation; i.e., historically known as the drag flow rate. Here
the rate was controlled by a poorly designed solids
conveying section. During typical operation, the extruder
would operate with the first-stage metering channel at
essentially zero pressure, and the second stage metering
section would use only two diameters of filled length to
supply an inlet pressure of 6 MPa to the pump. On very
rare occasions, the solids conveying section would deliver
a large amount of material such that first stage metering
section was operating at 120% of the specific rotation rate.
This event would completely fill the second-stage metering
section such that a very high and nearly instantaneous
discharge pressure would occur. This pressure was
estimated at about 60 MPa. This high pressure coupled
with a low pump discharge pressure of 15 MPa created
enough differential force to deflect the rotors and overload
the gear pump bearings, leading to the seizing of the pump.
For a normal control scheme, the controller for the
screw speed would have decreased the screw speed to
match the 6 MPa inlet pump pressure set point. But
because the pressure surge happened extremely fast, the
controller could not respond fast enough when the high
pressure surge occurred, causing the catastrophic failure of
the pump.
The solids conveying section of the screw was
modified through screw design and process temperatures
such that the first-stage metering channel was always
operating full and under pressure at a specific rate of 110%
of the calculated rate due just to screw rotation. The pump
never seized again.
Improperly Designed Metering Section for a Two-Stage Screw
A gear pump system was added to an existing 114.3
mm diameter, two-stage, vented extruder on a PS sheet line
as detailed in Figure 2. The extruder discharge pressure
before the addition of the pump was about 20 MPa, and the
process was fairly stable and operated well. The screw
channels were previously optimized to a pre-specified rate
and a discharge pressure of 20 MPa. After the addition of
the pump, the extruder discharge pressure was reduced to
about 10 MPa. The line could not be operated at more than
70% of the potential rate due to the excessive oscillation in
the inlet pump pressure and consequently the fluctuation in
screw speed. The problem was analyzed and found that
solids conveying in the first stage of the screw was
performing as expected and that the flights were full and
pressurized in the first stage of the screw. Since the
discharge pressure of the second stage was decreased by
half, the length in the second stage that was required to
generate the discharge pressure was decreased
significantly, moving the position downstream where the
second-stage meter becomes first filled with resin. A
schematic of the axial pressure profile with and without the
pump is shown in Figure 10. For the line without the
pump, a typical pressure surge will cause the fill position
to start 1 diameter earlier and would cause the discharge
pressure to increase to 22 MPa or 10% as indicated by the
dotted blue line. When the line was configured with the
gear pump, the same surge would increase the extruder
discharge pressure to 12 MPa, or an increase of 20% as
indicated by the dotted red line. The higher percentage of
pressure increase caused the higher pressure oscillations at
the inlet to the gear pump and caused the controller to
oscillate the screw speed. When the pump was not
installed, the pressure fluctuation was about 10%.
Although this level of fluctuation is not acceptable, it did
allow the line to produce acceptable sheet.
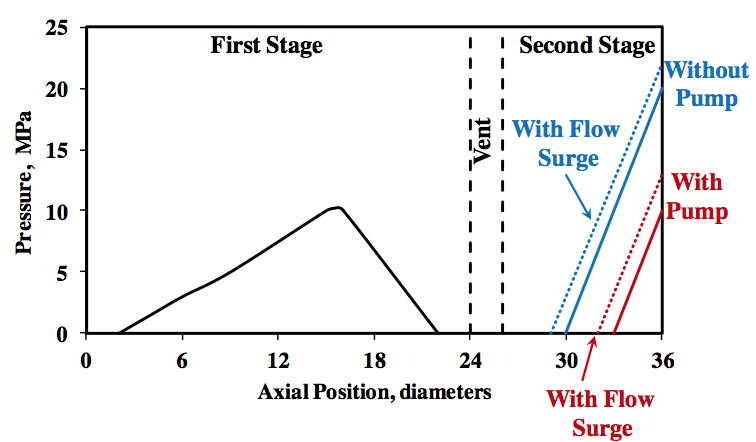
Figure 10. Axial pressure profile for the PS sheet line with and without a gear pump. The blue dotted line is the expected pressure profile for a high pressure surge without the pump, and the red dotted line is the same surge with the pump.
With the gear pump installed, additional screen packs
were added to increase extruder discharge pressure to the
original 20 MPa. With these conditions, the screw speed
could be increased to full rate with the pressure relatively
stable at the inlet to the pump. Long term solutions were
found to be an adjustable melt restrictor valve installed
directly after the extruder to induce resistance and cause a
higher extruder discharge pressure, or the redesign of the
second stage of the screw for the expectation of reduced
extruder discharge pressure.
Although either solution will work, the preferable
course of action is to redesign the second-stage metering
section for the reduction in extruder discharge pressure,
allowing the processor to take advantage of lower energy
and discharge temperature afforded by the pump. For this
case, the second-stage metering channel was too deep
relative to the depth of the first-stage metering channel. As
expected, a similar problem occurs when the second stage
is not optimized with the first-stage metering section for
processes without gear pumps [6].
Discussion
Using a gear pump to control rate and to generate a
portion of the pressure required for the die is an excellent
method to allow a process to operate near the lower control
limit of the product thickness, reducing the consumption of
resin per unit area for a sheet line. For new installations,
the design of the extruder screw should be optimized for
the inlet pressure required by the pump. For the addition of
a gear pump to an existing extrusion line, the processor
should consider the process changes that will occur when
the discharge pressure from the extruder is reduced,
especially for two-stage, vented machines.
Gear pump rotors are positioned using specially
designed bearings. These bearings and rotor shafts are
lubricated with molten resin from the extruder. That is, a
very small portion of the resin flow from the high pressure
outlet side of the pump is flowed into the bearing annulus
and then into the low pressure inlet side of the pump. The
design of the bearing depends on several factors including
resin rheology, differential pressure, and rate. The
differential pressure is defined as the outlet pressure minus
the inlet pressure. If the differential pressure becomes too
low, resin flow to the bearings will be reduced or
interrupted, shortening the life of the bearings or causing
the pump bearings to seize.
Summary
Gear pumps positioned between single-screw
extruders and dies can provide advantages including
reducing the discharge temperature, reducing instabilities
from the extruder, and reducing the resin consumption to
make the final product. Reductions in extruder discharge
pressure can also extend the operation life of screws,
barrels, and thrust bearings while reducing energy
consumption. However, while applying this technology
processors must be aware in the change in dynamics of the
extrusion line for normal troubleshooting principles.
Troubleshooting process problems associated with this
type of process were presented.
References
1. D. Smith, P. Stoughton, C. Morgan, and G. Hovis,
“Auxiliary Systems” in “The SPE Guide on Extrusion
Technology and Troubleshooting,” Chapter 5, ed., J.
Vlachopoulos and J.R. Wagner, Society of Plastics
Engineers, 2001.
2. D. Smith, M.A. Spalding, and R.J. Gould, SPE
ANTEC Tech. Papers, 52, 814 (2006).
3. G.A. Campbell and M.A. Spalding, “Analyzing and
Troubleshooting Single-Screw Extruders,” Hanser,
Munich, 2013.
4. H.T. Pham and K.S. Hyun, Polym. Eng. Sci., 32, 488
(1992).
5. M.A. Spalding, J.R. Powers, P.A. Wagner, and K.S.
Hyun, SPE ANTEC Tech. Papers, 46, 254 (2000).
6. S.J. Derezinski, SPE ANTEC Tech. Papers, 48, 312
(2002).
Return to
Paper of the Month.