Telltale Temperatures
Vol. 39 #1, Winter 2014
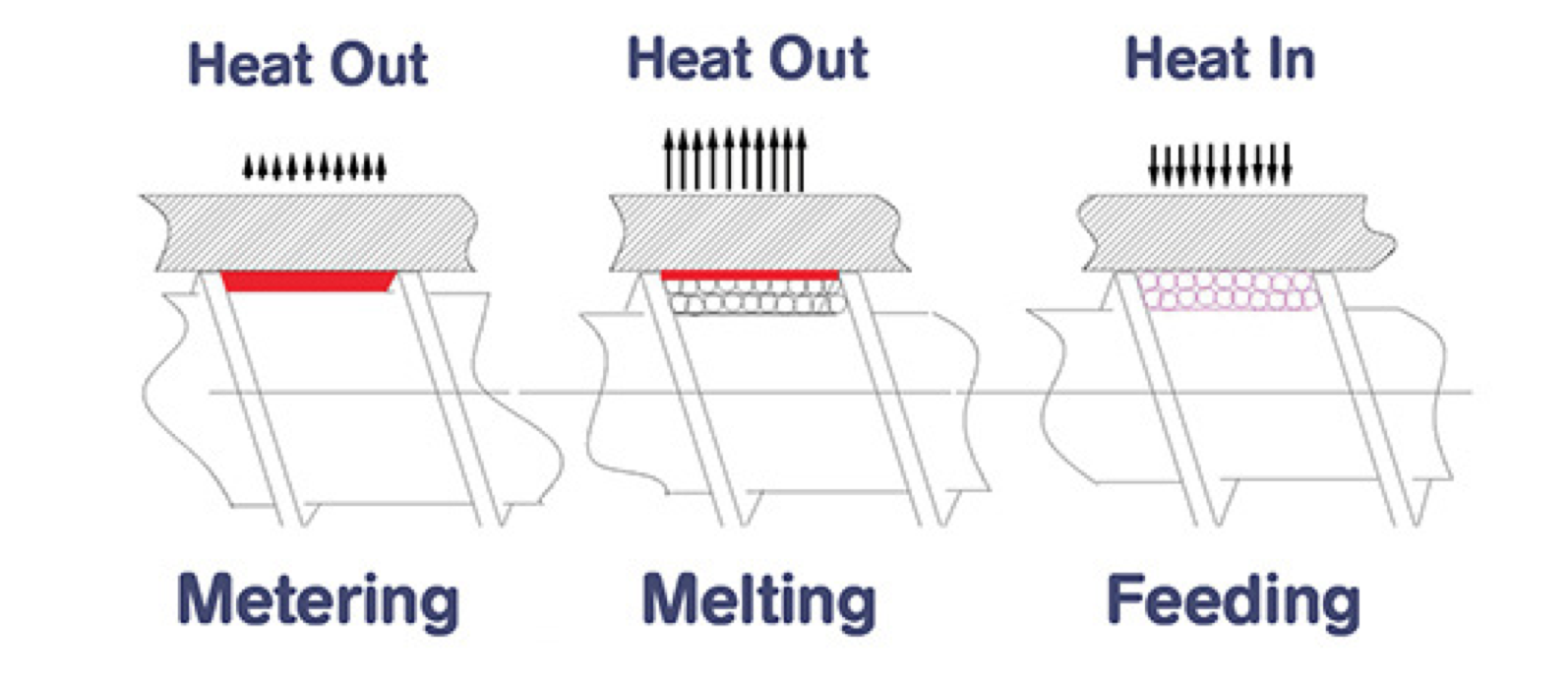
Generally, the first section of an extruder absorbs heat from the barrel; the middle or melting zones add heat to the barrel; and the last zones stay fairly neutral, adding some heat to the barrel.
Sometimes you might be called on to troubleshoot an extrusion operation without being able to physically inspect the screw to note its design. In these cases, you’ll need to get a “feel” for the design by combining all the normally measured external parameters (output, motor load, melt temperature, stability, etc.) along with the heat flow in and out of the barrel. Since most of the energy going into the polymer comes from the screw rotating in the barrel, you can get some insight about the screw design without any dimensions on smooth-bore extruders.
Energy enters the polymer as heat in two ways: viscous dissipation or shear stress of the polymer as it sticks to the barrel and is being sheared by the rotating screw; and heat conducted into the polymer from the heated barrel. This conducted heat can be significant in small extruders (less than 3 in. diam.), less so in larger ones. In larger extruders, the heat-transfer distance increases because the flight channels get deeper with screw size, resulting in an exponential increase in mass flow vs. surface area. Consequently, heating-cooling observations are useful indicators of screw design mainly in larger extruders. In general, the first section absorbs heat from the barrel; the middle or melting zones add heat to the barrel; and the last zones stay relatively neutral (with some heat added to the barrel).
The magnitude of the heat transfers is not uniform and depends on polymer properties and screw speed. I recently observed three extruders (4.5, 5 and 6 in.) processing the same polymer with no screw-design information. All but one showed similar heat flow in each section. The odd one was generating excessive heat into the barrel across its entire length despite having proportionally similar specific output and discharge pressure relative to the others. I figured the screw was designed with some type of flow restriction. Sure enough, several weeks later the screw was pulled, revealing an extremely restrictive, labyrinth-type mixing device near the discharge. Since each polymer requires different barrel-temperature profiles for processing, you’ll need to use a zone setting suitable for each polymer and situation. A test setting 10° F below the exiting melt temperature gives good results without upsetting performance for all but zone 1, which can be set 30° F below the exit melt temperature. During an evaluation, these zone settings can usually be applied one at a time with no disruption of production.
Since heat only flows from a hotter to a colder area, when the barrel temperature rises above the test temperature (calls for cooling) it means the temperature of the polymer at the barrel wall is hotter than the test temperature. When the barrel temperature drops (calls for heat) it means the melt temperature is lower than the test setting near the barrel wall. This can be determined by watching each zone individually and observing how much time the zone is heating or cooling when set at the test temperature. Since heat flow is not instantaneous, time must be allowed for the zone to stabilize. The larger the extruder, the longer the time frame. How do you use this information? A well-designed screw should generally absorb heat in the first zones where the polymer is cold and melting has either not started or has just begun. So if you set zone 1 at the test temperature, you’ll likely need electrical energy to maintain that temperature. If that’s not the case, the feed section may be too shallow, the conveying angle too low due to polymer properties, or the extruder output is limited further downstream, restricting the feed rate. If the barrel heaters in zone 1 cannot maintain the temperature at the test setting, the overall output of the screw may be too great, which would be confirmed by issues with melt quality.
In the melting section, typically starting in zone 2 or 3, a lot of energy should be going into the polymer as the channel depth decreases. Those zones are likely to override the test setting and call for cooling because the viscous dissipation or shear stress in that area tends to be very high. The melt film experiences very high shear rates, is very thin, and typically is hotter than the final melt temperature. The adjacent barrel is a good heat conductor, while the polymer beneath the melt film is a poor heat conductor. Hence, heat moves into the barrel instead of into the unmelted polymer.
In fact, if the melting zones do not maintain the test setting without added heating, the melting section is probably either under-designed or worn, resulting in poor melt quality. With many non-barrier designs this deficiency is offset by placing a dispersive mixer such as the Maddock type near the discharge. Since these are very high-shear-stress devices, they will add a lot of heat to the barrel and typically cause the last zone to significantly override the test setting. A similar override can occur in a compression or barrier section when it does not have sufficient melting area and plugs with solids. That would be expected in the mid-section of the screw.
As it enters the metering section, the polymer is sufficiently fluid that it should not exceed the test temperature by more than 10° F. If substantial override occurs, there must be a downstream restriction such as the dispersive mixer noted above or substantial screw/barrel wear in that area.
Such an analysis is easier when you can run a side-by-side comparison of more than one extruder running the same polymer. Coupled with knowledge of the polymer characteristics, a preliminary assessment of the screw design and condition is possible without actually reviewing the screw.
- Jim Frankland, Frankland Plastics Consulting, LLC
Return to
Extrusion Hints