Co-Rotating Fully Intermeshing Twin-Screw Compounding: Advancements for Improved Performance and Productivity¶
Paul G. Andersen, Coperion Corporation, Ramsey, NJ
Frank Lechner, Coperion GmbH, Stuttgart, GermanyAbstract
The co-rotating fully intermeshing twin-screw
extruder is the primary production unit for compounding
of polymer based materials. It also has had a long term
presence in processing material in the chemical and food
industry and more recently in pharmaceuticals. While this
equipment celebrated its 50th anniversary several years
ago and might be considered a “mature” technology, it has
not experienced a decline in new developments as might
be expected, but rather a significant number of
advancements continue to evolve. This paper will
highlight several significant developments of the past 10
to 15 years. These are the implementation of high torque
(power) designs, the use of increased rpm in conjunction
with high torque for improved operating flexibility and
productivity, and finally a technology breakthrough for
feeding difficult to handle low bulk density materials.
Introduction
While several initial concepts for co-rotating twinscrew
devices were patented in the early 1900’s by
Wuensche [1] and Easton [2, 3], the co-rotating design
used as the basis for essentially all twin-screw
compounding systems marketed today is based on the selfwiping
element geometry know as the Erdmenger profile.
The initial design and development of this self-wiping
element profile is described in German Patent 862,668
granted to W. Meskat and R. Erdmenger in 1952 with a
priority date of 1944 [No US patent filed]. The objective
of the design at that time was for mixing high viscosity
liquids already in the fluid state, such as postpolymerization
reaction products.
The above noted patent along with the numerous
related patents which followed (all issued to Erdmenger or
one of his colleagues at Bayer) defined the base design
parameters for the eventual development and
commercialization in the late 1950’s by Werner and
Pfleiderer of the ZSK twin-screw extruder, as well as the
many copies introduced during the intervening 50 plus
years. The key feature of the design is the self-wiping
characteristic of one screw with respect to the other. This
eliminates stagnation and eventual degradation of material
as it is transported along the length of the compounding
extruder.
As mentioned, the overall importance of the invention
of this self-wiping screw geometry is that it is the basic
patent related to the co-rotating twin-screw compounding
system predominantly used today in the plastics, food and
chemical industry. (For additional information related to
the early development advances please see the ANTEC
2009 paper by Andersen et al. [4] and White’s 1991 book
on Twin Screw Extrusion [5].)
Since the development of the basic principles for corotating
twin-screw extruder there have been a significant
number of incremental improvements to the technology.
These include numerous new screw element geometries as
noted by Bierdel [6], the two-lobe element profile for
increased internal free volume (the initial profile described
in the first Erdmenger patent was based on a low free
volume 3 lobe geometry), new screw shaft geometries for
improved power transmission, and new process
applications for the system [7]. However one of the most
significant steps forward was achieved with the
identification of the fundamentals of high rpm / high
torque compounding technology [8]. This is the basis for
US Patent 6,042,260 granted to Heidemeyer et al. on
March 28, 2000.
==High torque, high rpm co-rotating twin-screw
compounding technology==
Since the introduction of the first high torque, high
available rpm ZSK MegaCompounder (Mc) in the mid
90’s, new advances in power transmission technology
(gearbox as well as screw shaft design and material of
construction) have permitted an additional 50% increase
in torque capacity from the Mc specific torque or power
volume factor (PVF: Md/a
3
[Md = torque/shaft (Nm), a =
centerline distance (cm)]) of 11.3 to the Mc
18 PVF of 18.
The impact of this advancement in power
transmission capacity is a resultant significant increase in
productivity (production rates), efficiency and system
flexibility for compounders.
The key to the success of this technology is the
increase in the power (torque) transmission capacity in
combination with increased screw rpm. A system that
simply runs at higher rpm will at some juncture impart
enough additional energy to the material being processed
to cause degradation. Figure 1 illustrates this latter point.
It shows that the average shear rate (energy input)
increases linearly with screw rpm for any screw Do/Di
(outer diameter to inner diameter ratio). Therefore the
resultant material discharge temperature will increase
proportionately. However, since the twin-screw
compounder runs primarily in a starve feed mode, the
higher power transmission capability provides the
compounding unit the ability to process at a higher fill
factor and therefore rate per rpm (i.e. Figure 2 comparison
of lower fill degree top graphic vs. the higher fill degree
bottom graphic). In turn, this fill factor increase has a
positive impact on lowering material temperature.
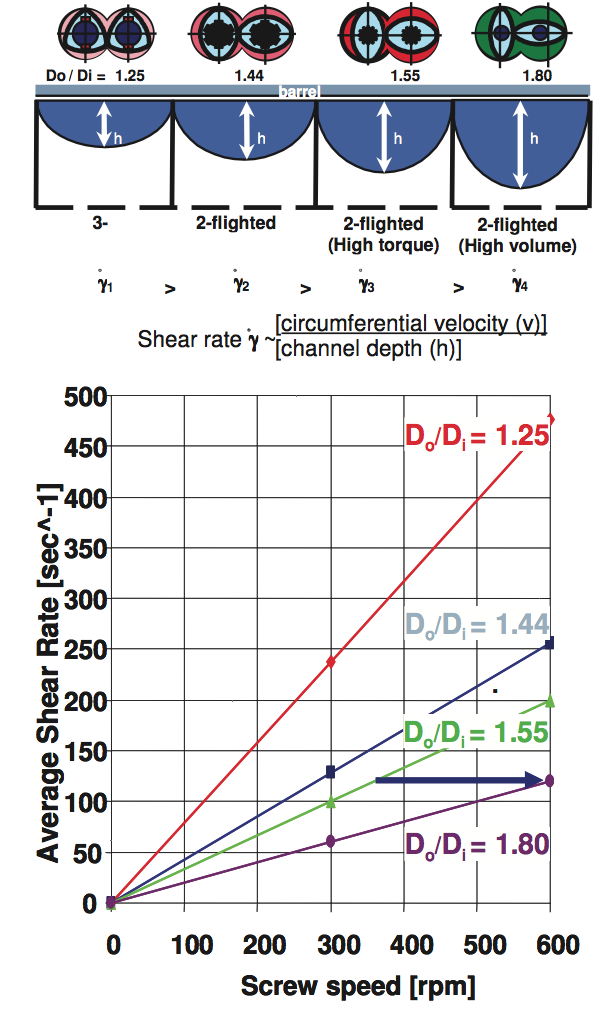
Figure 1: Impact of Do/Di & RPM on Shear Rate
As shown in the screw channel for the lower portion
of Figure 2, the additional material is added to the screw
profile in the deeper (lower shear rate) middle section of
the element geometry profile. This in turn reduces the average shear rate for all the material and consequently the
total energy input (i.e. resultant discharge temperature) per
kg of product produced. Therefore the processor has the
flexibility to run the extruder at higher rpm without
exceeding material temperature limits. As an example,
Figure 3 shows a comparison of 3 generations of twin screw
compounding units based on a ZSK 45 geometry
processing 30% glass filled nylon 6, the ZSK Mc (power
volume factor of 11.3), the ZSK Mc Plus (power volume
factor 13.6) and the ZSK Mc
18 (power volume factor 18).
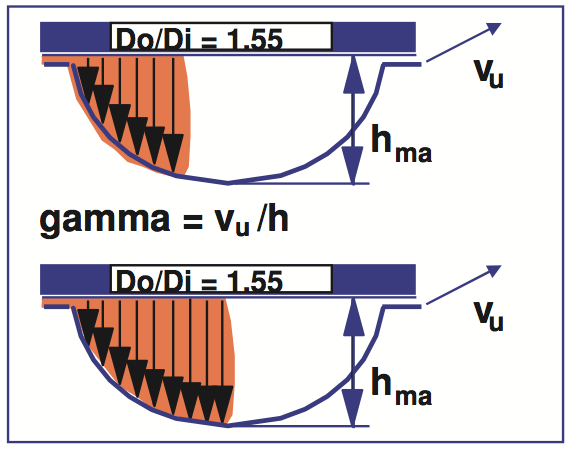
Figure 2: Impact of degree of fill on average shear rate
In the top portion of Figure 3, the throughput vs. rpm
is shown for the 3 generations. As would be expected, the
unit with the greater power volume factor (ZSK Mc
18) has
the greatest throughput rate as a function of rpm.
However, as shown in the lower portion of the figure, it
also has the lowest specific energy input. By combining
these two results (higher rate at lower SEI), this data
shows that there is a double economic advantage for using
the highest power volume factor equipment available.
First, because of the lower SEI (Specific Energy Input –
also known as Sme: Specific mechanical energy), the
higher PVF unit can produce an increased throughput rate
which is disproportionately greater than the percent
increase in the power volume factor for one machine
generation to the other. (In this particular example, the
rate increase is between 70 and 80% while the PVF
increase is just over 50 %.) A general guide for rate
increase is: New Rate = Old Rate x (PVF High
Power/PVF Low Power) x (SEI Low Power/SEI High
Power). Second, there is an absolute energy saving per Kg
of product produced.
An additional point needs to be stressed about high
torque high rpm compounding extruders. These machines
do not have to be run, or even designed to run, at
maximum rpm. As Figure 3 has shown, there is rate increase and energy savings advantage at any rpm.
However, there is another power/rpm synergy that permits
a second disproportionate increase in rate and therefore
production economics.
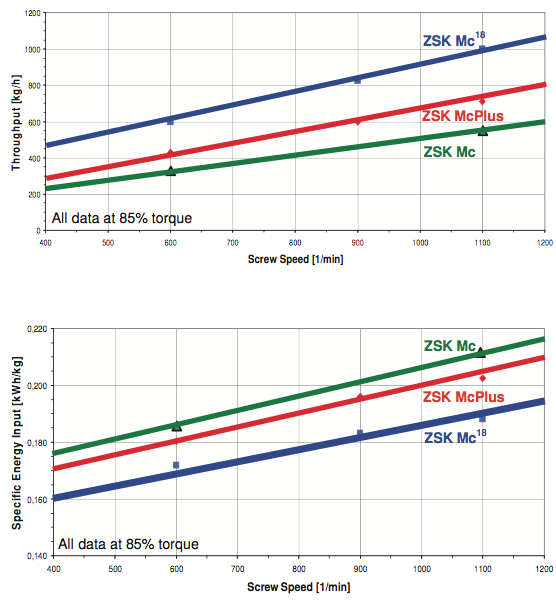
Figure 3: Comparison of rate and SEI for 30% glass filled nylon 6 vs. rpm for three generations of extruders based on the ZSK 45 geometry
An example of this relationship [8] can be seen in
Figure 4 where throughput rate is plotted against screw
speed for three torque utilization values. SEI is also shown
as a field parameter. The data comes from an ABS
(Acrylonitrile-Butadiene-Styrene) graft co-polymer
compounding process on a ZSK 58 Mc (D
o/D
i
= 1.55, torque = 1250 N-m/shaft, PVF = 11.3). The lines for 69%
and 90% torque compare respectively 90% torque
conditions on a lower power ZSK 58mm
SuperCompounder (Sc) extruder (D
o/D
i
= 1.55, 960 Nm/shaft,
PVF 8.7) vs. 90% on the Mc (1250 N-m/shaft).
This is a torque difference of 30% between the two
machines. For this example, a constant screw speed of 700
rpm was selected. At 69% torque (90% on the 960 Nm/shaft
extruder) a throughput rate of 660 kg/h, with a SEI
of 0.19 kw-h/kg and a melt temperature of 290° C was
obtained. Increasing the rate to 90% torque led to a
reduction of SEI from 0.19 to 0.175 kw-h/kg. This
resulted in a 40% rate increase to 930 kg/hr, not just the
30% increase as one might have expected. At the same
time the melt temperature dropped 15°C down to 275°C.
This is especially advantageous for heat and shear
sensitive materials. They can be run at increased rates but
lower temperatures.
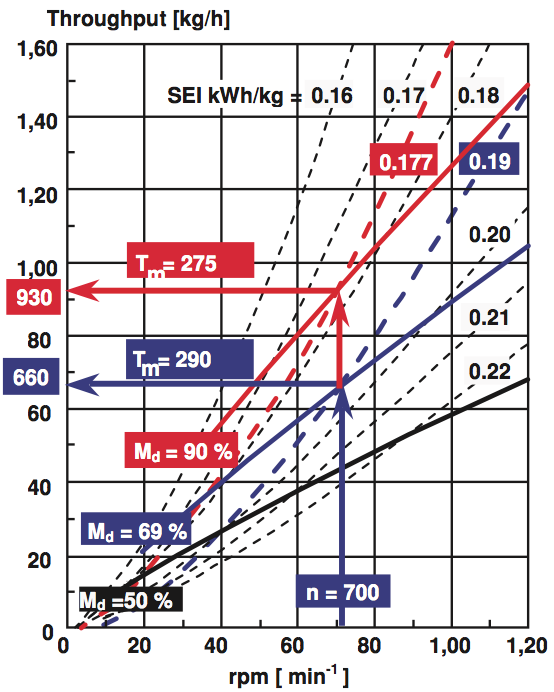
Figure 4: Utilization of increased torque
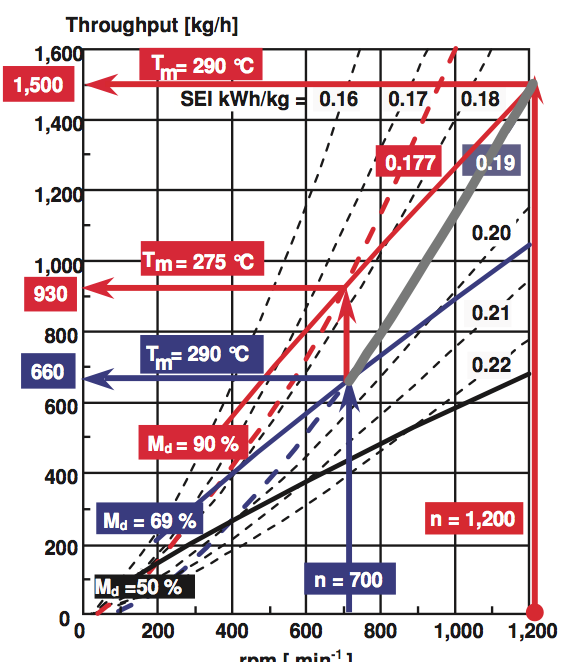
Figure 5: Utilization of increased torque and rpm
However, if the original temperature of 290° C is
satisfactory, then Figure 5 illustrates the really significant
impact of combining high torque with high rpm. The rpm
can be increased to 1200 with an associated rate of 1500 kg/hr and a material discharge temperature of 290° C, the
same as the lower torque operating system. This is a rate
increase of more than 150% from the original 660 kg/hr.
The productivity and economic impact of increasing
throughput by more than 150% is significant. However,
there is another potential option for the company looking
at installing a new line. If you do not need to produce
1500 kg/hr, but only the original lower rate of 660 kg/hr,
then you may be able to purchase a smaller diameter
extruder. As example, the new ZSK 45 Mc
18, has more
than 10% greater KW vs. rpm than the ZSK 50 Mc and
has only slightly lower KW than the ZSK 50Mc
+, Figure 6. However, as shown in Figure 7, it can actually produce
an equivalent or even greater output than the larger
diameter unit.
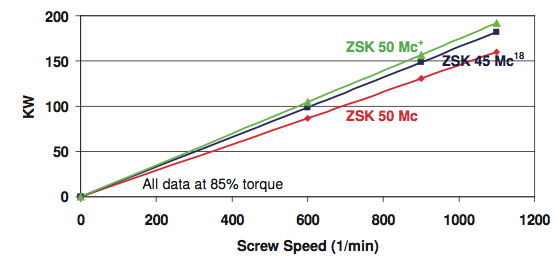
Figure 6: Comparison of available power for ZSK 45 Mc18 vs. previous generations of the larger diameter ZSK 50 compounding extruder.
As shown in Figure 3, the ZSK 45 Mc18 can produce
approximately 600 kg/hr of 30% glass filled nylon 6 at
600 rpm, and 970 kg/hr at 1100 rpm. Making the
assumption that the SEI obtained when running the ZSK
45 at Mc Plus conditions (0.18 kw/kg at 600 rpm and
0.202 kw/kg at 1100 rpm) translates to the larger ZSK 50
Mc Plus, then the ZSK 50 Mc Plus would produce
approximately 580 kg/hr. at 600 rpm, roughly the
equivalent of the ZSK 45 Mc18. At 1100 rpm, the ZSK 50
Mc Plus would produce approximately 950 kg/hr., again,
the same or slightly less than the ZSK 45 Mc
18 (Figure 7).
Feed Enhancement Technology (FET)
High torque extrusion technology is only an
economically viable manufacturing process when the
process takes advantage of all the available power.
However, many compounds produced today contain high
levels of low bulk density material, such as sub-micron,
non compacted talc. These materials are difficult to feed
into the extruder because of the significant volume of air
which must be removed. Additionally as bulk density
decreases, the materials tend to fluidize more easily.
Fluidization lowers the “effective” bulk density even
further and exacerbates feeding issues. Typical unit operations within the compounding process where
material is more susceptible to fluidization are: transfer
from storage vessel to feeder, from feeder to twin-screw
extruder and within the feed zone conveying section of the
twin-screw extruder. While there are methods to minimize
the potential for fluidization such as dense phase
conveying from storage to feeder, minimization of the
feeder height above the extruder feed opening,
incorporating a vent into the feed hopper, extending the
length of the conveying zone in the extruder feed section,
the process eventually reaches a feed volume limitation,
which more often than not is well below an economically
viable production rate.
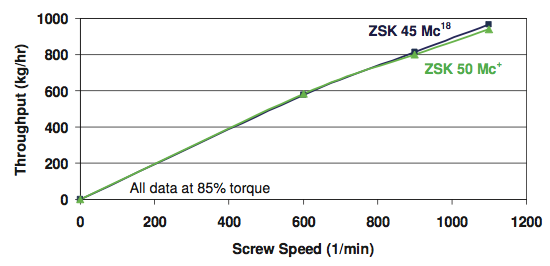
Figure 7: Rate as function of rpm for ZSK 45 Mc18 vs. the larger, more powerful ZSK 50 Mc+ (30% glass filled N6).
The FET technology has been presented in
detail. However, as background, a brief description of the
principle is presented below.
The objective of FET is to increase the feed intake /
feed zone throughput capacity for difficult to feed
materials. This is accomplished by improving the
conveying efficiency through an increase in the coefficient
of friction between the feed and barrel wall i.e.
minimize/eliminate wall slip.
The conveying efficiency / coefficient of friction
increase is achieved by “adhering” a layer of feedstock
material to a portion of the barrel wall through the
application of vacuum to a specially designed section of
the barrel wall in the feed zone which is porous and
permeable to the gas, but not to the feed product.
Therefore the pore size of the porous section of the barrel
wall relative to the particle size of the powder is very
crucial. Additionally the optimum vacuum level applied
to the device depends on particle size and shape of the
feedstock. If particles were to penetrate the pores, the
efficacy of the process would be reduced. However, if
powder were to penetrate the pores it could be back
flushed out by applying a pressure through the vacuum
line(s). While powder infiltrating the porous barrel wall
could be problematic, even more critical would be the
presence of polymer melt or other fluid. Both of these materials would smear over the porous surface or even
penetrate the pores and clog the porous structure.
The working principle of FET is illustrated in Figure
8. By applying the vacuum through the porous material,
air surrounding the polymer or filler is evacuated as it
passes the FET barrel section insert. As the air is sucked
toward the insert, it entrains and carries the particles
toward the insert surface. The air goes through but the
material remains behind to coat the surface. This coating,
or filter cake, of densified polymer powder has the effect
of increasing the coefficient of friction between the wall
surface and the bulk of the material. The layer of material
adhering to the barrel wall due to the vacuum is
continuously renewed by the rotating screws.
Additionally, the bulk density of the powder is increased
as it passes the insert. These two effects combine to
improve the conveying efficiency.
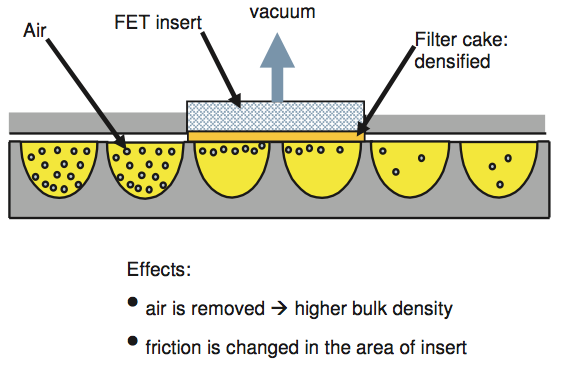
Figure 8: FET operating principle
It has been demonstrated that the overall production
rate could be increased by incorporating FET [9].
However, there are other impacts of the technology.
Similar to the advantages detailed previously in this paper
of using a higher torque capacity compounding unit,
increasing the rate of the highly filled polymer
compounding line while all else remains the same, results
in a lower overall energy consumption per unit of product
produced. Lower unit energy translates into lower product
temperature, which in turn would mean less potential for
material degradation or stabilizer package consumption.
Figure 9, illustrates this point. This data is for 40%
talc (Luzenac 1445) filled PP run on the new generation
Coperion Mc
18 ZSK 45 mm twin-screw compounding
extruder. Without the FET technology, the compounder
can not take advantage of the higher torque capacity of the
extruder. However, by implementing the FET, the system
runs at full torque (~85%), the throughput has been
increased more than 50% and the discharge temperature
lowered significantly.
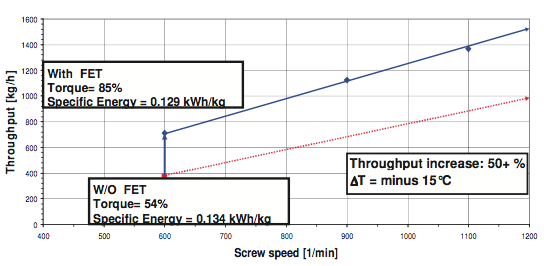
Figure 9: Impact of improved feed intake on rate and material temperature
Summary
Significantly higher throughput rates are achieved
when polymers can be processed at high rpm. However,
for most systems simply increasing the rpm of an existing
extruder will not accomplish the desired results. While
rates will be increased, product properties may fall below
acceptable levels. On the other hand, by combining high
rpm with increased torque capability, polymer processing
economics can be significantly improved without
deterioration of product properties.
Also, while compounders will continue to have issues
with handling low bulk density feed materials; with FET
they now have an additional tool to help them utilize the
full flexibility of the twin-screw compounding extruder.
References
1. A. Wunsche, German Patent 131,392 (1901)
2. R. W. Easton, British Patent 109,663 (1916)
3. R. W. Easton, U.S. Patent 1,468,379 (1923)
4. P.G. Andersen, Chi-Kai Shih, Mark A. Spalding,
Mark Wetzel, Tim Womer, SPE-ANTEC Tech.
Papers, 55, (2009)
5. J. L. White, Twin Screw Extrusion: Technology and
Principles (1991)
6. M. Bierdel, Co-Rotating Twin-screw Extruders:
Fundamentals, Technology, and Applications (2007)
K. Kohlgrueber & W. Wiedmann Editors
7 P.G. Andersen, Plastics Compounding, D.B. Todd
ed., 71-124 (1998)
8. P.G. Andersen, E. Haering, K. Kapfer, SPE-ANTEC
Tech. Papers, 43, (1997)
9. P.G. Andersen, M. Hoelzel, T. Stirner, SPE-ANTEC
Tech. Papers, 57, (2011)
10. P.G. Andersen, M. Hoelzel, T. Stirner, SPEEUROTEC
2011
Key Words: Twin-screw, compounder, High torque, High
rpm, feed enhancement, powder filler
Return to
Paper of the Month.