Examination of the Performance of a High Speed Single Screw Extruder for Several Different Extrusion Applications
John P Christiano
Davis Standard LLC, Pawcatuck, CTAbstract
This study investigates the extrusion characteristics of a
High Speed Single Screw Extruder, (HSSSE), to
determine suitability for use in several different extrusion
applications including Sheet, Fiber and Extrusion Coating.
Three different material types were evaluated including a
Polypropylene, PP, and High Impact Polystyrene, HIPS,
for sheet extrusion, a PP fiber grade and Low Density
Polyethylene, LDPE, extrusion coating grade. The
extruder used for the study was a highly instrumented
63.5mm, (2.5 inch), 40:1 L/D extruder equipped with a
375KW, (500 HP) motor. Screw speeds up to 1200 rpm
were evaluated.
The study demonstrated that a properly designed
HSSSE could greatly improve the processing capability of
a small diameter single screw extruder for a wide range of
applications.
Introduction
One way of increasing the throughput capability of a
single screw extruder is to simply increase the screw
RPM. This is easier said then done. Depending on the
extrusion process, certain extruder sizes have been chosen
to meet the melt quality requirements of a given extrusion
process. The typical limitations for a given process at
high screw speed are poor melt quality caused by
exceeding the melting capacity of the screw design and
degradation caused by high melt temperature.
Use of a smaller diameter extruder of less than 90mm
diameter, (3.5 inch), can offer several advantages to
achieve a higher throughput at higher screw speed. One
important advantage of a smaller diameter extruder is
better heat transfer characteristics. The heat transfer area
to volume output ratio of a smaller diameter machine
offers a wider and more flexible processing window when
compared to a larger extruder. The heat transfer area to
volume ratio declines rapidly with increasing extruder
size. See the Figure 1 below. A higher ratio for a smaller
diameter extruder will lead to improved melting efficiency
and better control of melt temperature.
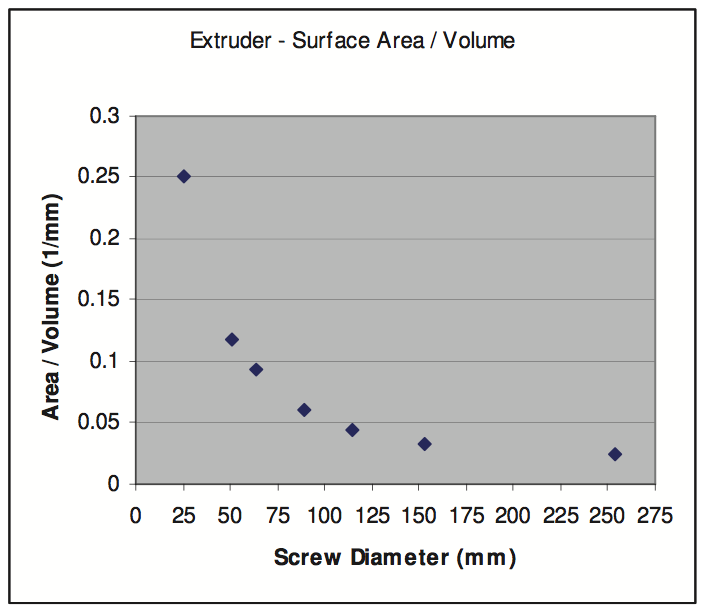
Figure 1. Extruder Surface to Volume ratio vs. Extruder Diameter
The torque requirement to rotate a Single Screw
Extruder, (SSE), screw increases exponentially as the
extruder diameter is increased for a given extrusion
process. See Figure 2. A small diameter single screw
extruder below 90mm diameter, (3.5 in), offers the
advantage of a lower torque requirement. In this range, a
Direct Drive extruder design can be implemented utilizing
a Permanent Magnet Synchronous or A/C motor without
the use of a gear reducer to further improve energy
efficiency. [1]
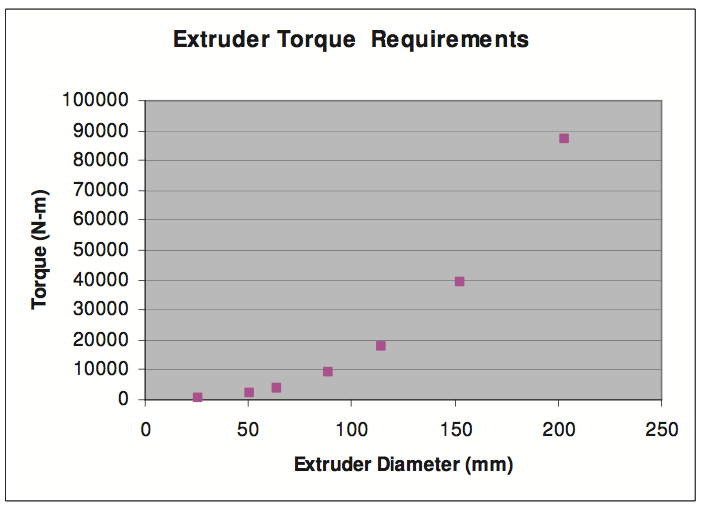
Figure 2. Torque requirements for Single Screw Extruders
Using a smaller diameter extruder to provide the same
output of a much larger extruder also has the practical
benefit of requiring less material to construct the extruder.
This improves the economics of the design and results in a
smaller footprint for a given output.
A HSSSE application is characterized by a screw
circumferential speed of greater than 1 m/sec. This
translates to a screw speed of greater than 300 RPM for a
63.5mm extruder. Most extrusion applications today
utilize screw speeds much lower than this with the
exception of extrusion coating. The screw speed range
examined in this study was in the range of 400 to 1200
RPM. This corresponds to a circumferential screw speed
of 1.3 m/s to 4 m/s.
In the 1990’s, high-speed extrusion was successfully
demonstrated for compounding applications using a corotating
twin-screw extruder. Most co-rotating twin-screw
extruders are constructed from a flexible design platform
consisting of segmented barrels and screws. It can easily
be manipulated to optimize the processing section of the
extruder. A typical maximum screw speed in the range of
600 RPM was commonly used in the mid – 1990’s, the
new technology demonstrated a 1200 RPM capability.
The co-rotating twin screw is operated in a starve feed
mode so feed rate is independent of screw speed. This
creates a flexible operating window for the process. The
authors demonstrated that the high-speed process could
dramatically improve throughput and maintain material
properties even with higher processing temperature. [2]
Unlike Twin Screw Extruders, SSEs are constructed
from a one-piece barrel and a one-piece screw. The
extruder is typically flood fed so the throughput of the
extruder is dependent on screw speed. This greatly
narrows the operating window of this process. It is also
much more difficult to optimize, compared to the corotating
twin screw, because of the one-piece construction
of the barrel and screw. HPM Corporation conducted
studies in 1997 on a high-speed extruder using a two-stage
triple wave single screw design. The paper focused on
processing various materials for a compounding
application. The paper concluded that an appropriate
screw design would be very critical in achieving
acceptable performance. [3]
The University of Paderborn recently published work on
processing a range of LDPEs for a high temperature
extrusion coating application using a HSSSE. The highspeed
process exhibited problems with air entrapment and
poor melt quality above 400 RPM and was not able to
achieve the desired melt temperature range. The study
demonstrated the importance of screw design in HSSSE
applications. They also proposed the possibly of using a longer extruder L/D to increase both dissipative energy
and residence time. [4]
This study investigates the extrusion characteristics of a
HSSSE to determine suitability for use in several different
extrusion applications including Sheet, Fiber and
Extrusion Coating. Three different material types were
evaluated included a PP and HIPS for sheet extrusion, a
PP fiber grade and LDPE extrusion coating grade.
The extruder used for the study was a highly
instrumented 63.5mm, (2.5 inch), 40:1 L/D extruder
equipped with a 375KW, (500 HP) motor. The screw
speed range examined in the study was from 400 to 1200
RPM. This corresponds to a circumferential screw speed
of 1.3 m/s to 4 m/s.
Experimental
The study examined four different materials. See Table
1. The materials included an extrusion grade of PP and
HIPS suitable for a sheet thermoforming application, an
Extrusion Coating grade of LDPE and a PP fiber grade.
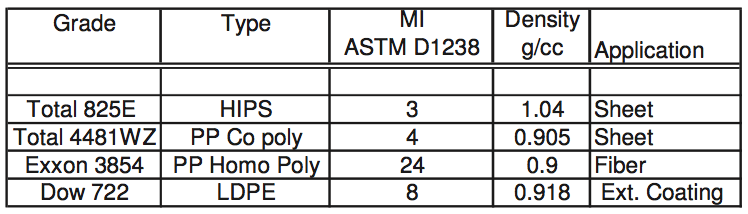
Table 1. Resin Specifications
Experiments were conducted on a highly instrumented
63.5mm 40:1 L/D Davis-Standard extruder equipped with
seven electrically heated/air cooled barrel zones. See
figure 3. A Thermatic® Temperature Control system was
used to control the barrel temperatures and measure the
heat flux in each zone of the extruder. Eight pressure
transducers were located along the axial length of the
barrel at approximately 5 L/D increments, to measure the
axial pressure generation along the screw. A pressure
transducer and exposed junction melt thermocouple were
located in the discharge adapter of the extruder in order to
evaluate the output and thermal process stability of the
melt. A valved adapter and a 762cm, (30 in), wide coathanger
sheet die with a 1.27 mm, (0.050 in) die gap was
utilized for all of the trials. A 4 L/D Static mixer was
installed between the valved adapter and the die for the
sheet extrusion evaluations.
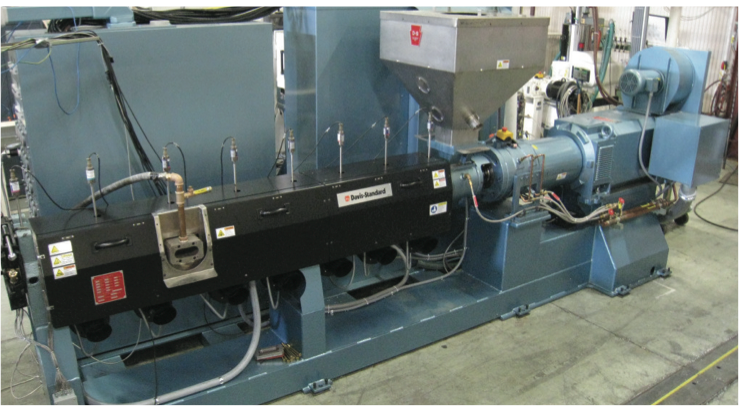
Figure 3. – 63.5mm 40:1 L/D, Instrumented extruder
The study investigated three experimental screw
designs. A two-stage moderate to high intensity screw
design was used for processing the sheet grade PP and
HIPS. A lower intensity two-stage screw was used to test
the Fiber grade PP. The Extrusion coating grade LDPE
was tested on a single stage very high intensity mixing
screw design.
The data recorded at each operating condition included
the extruder output, melt temperature measured with an
exposed junction thermocouple in the melt stream at the
entrance to the die, motor power consumption, and
pressure at the discharge of the extruder. The pressure
readings were recorded with a data acquisition system at a
rate of 50 Hz. The processing stability was evaluated for
each material by monitoring pressure variation and melt
temperature variation vs. time at the discharge of the
extruder. The melt quality of the extrudate was inspected
visually as it exited the 762 mm wide extrusion die. The
screw speeds examined ranged from 400 to 1200 RPM for
each of the materials. The operating conditions and
extrusion data for each of the tests is summarized in Table
3.
Discussion of Results
The object of this paper is to investigate the extrusion
characteristics of a HSSSE and determine the suitability
for use in several different extrusion applications
including Sheet, Fiber and Extrusion Coating. The
suitability of the HSSSE for each application was judged
by comparing the performance against a pre-defined set of
parameters that are commonly used in industry for each
application. The process parameters examined included,
feeding consistency vs. screw speed or linearity of specific
output, (kg/hr-rpm), vs. screw speed, acceptable melt
temperature range and required process stability. The
process stability was evaluated by monitoring pressure
variation, as an indication of output consistency, and melt
temperature variation in time, as an indication of thermal
homogeneity. Melt quality was inspected visually for defects exiting the die. The desired process parameters
for each application are listed in the table below.
Table 2. Acceptable Process Parameters
The output rate, melt temperature and power
consumption are plotted vs. screw speed for each of the
materials tested in Figures 4, 5, and 6, respectfully. The
graphical presentation of the data will be used in the
discussion of results below.
The output rate vs. screw speed for each of the materials
is shown below in figure 4.
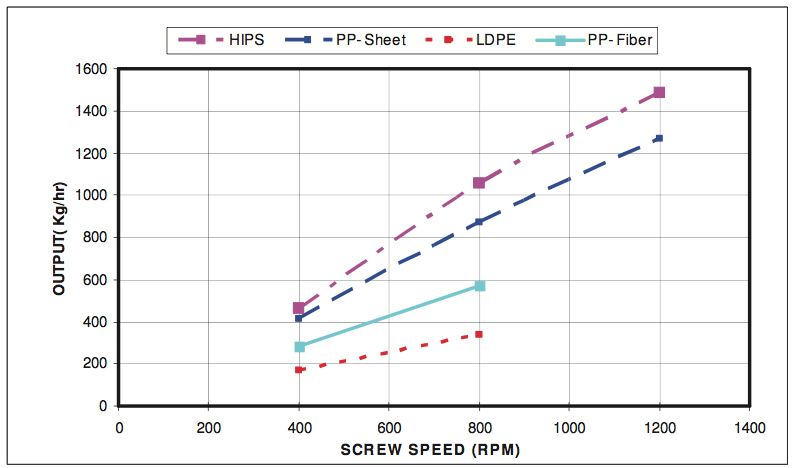
Figure 4. Output rate vs. Screw Speed
The melt temperature vs. screw speed for each of the
materials tested is shown below in Figures 5.
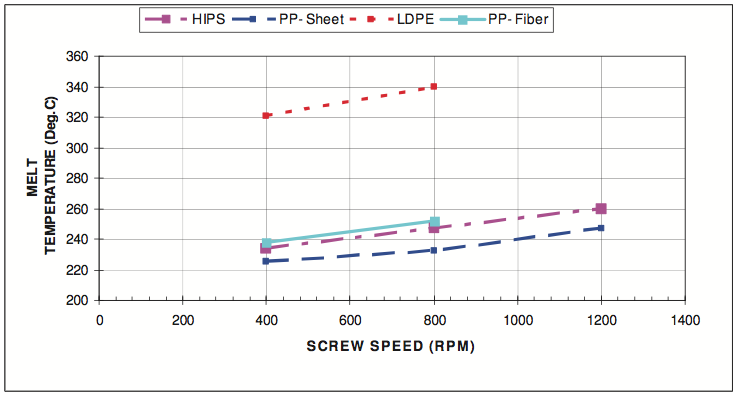
Figure 5. Melt Temperature vs. Screw speed
The motor power consumption vs. screw speed for each
of the materials tested is shown below in Figure 6.
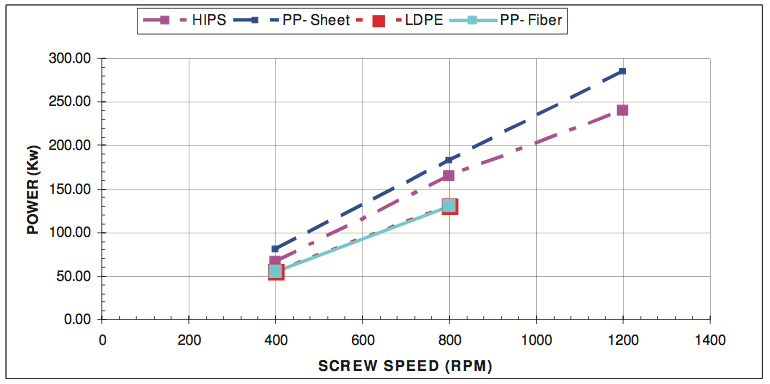
Figure 6. Drive Power vs. Screw Speed
The Specific output kg/hr- rpm vs. screw speed for each
of the materials is shown in Figure 7. This figure examines
the linearity or feeding consistency of the through put vs.
screw speed and can help identify the point at which
process limitations due to solids conveying or melting
capacity occur.
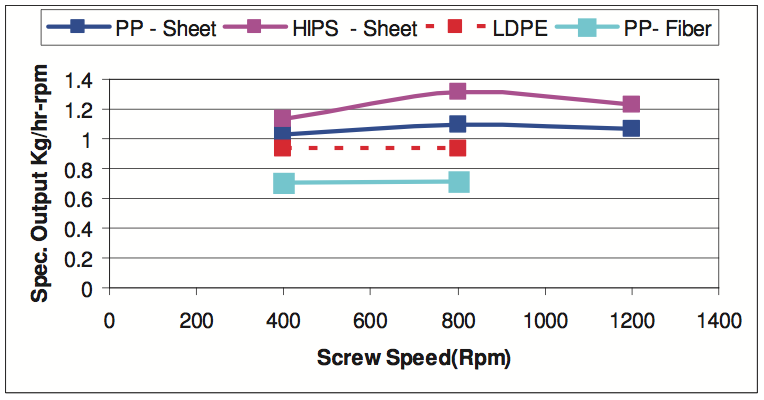
Figure 7. Specific output vs. Screw Speed
The experimental data for each of the materials tested
will be compared below to the process requirements
shown in Table 2.
PP Sheet Extrusion
The output vs. screw speed for the PP sheet extrusion
grade material is shown in Figure 4. This figure shows
that the rate increased linearly with screw speed. Figure 7
shows the specific output rate, kg/hr-rpm, defined as the
output rate divided by the screw RPM. This figure shows
a slight increase at 800 RPM however, at 400 and 1200
RPM the value was constant. The relatively constant
specific output throughout the processing range, indicates
that solids conveying zone of the screw was operating
efficiently. The variation in specific output of less that 1.8
% over the desired processing range is well below the
required feed rate consistency criteria.
The melt temperature vs. screw speed is shown in
Figure 5. The melt temperature increased with increasing
rpm, but remained in an acceptable range when compared to the processing criteria listed in Table 2. The melt
temperature increased from 225 Deg C, at 400RPM, to a
maximum of 247 Deg C at 1200 RPM.
The thermal process stability remained in the desired
range up to the 800 RPM operating condition. At the
1200 RPM operating condition, the melt temperature
fluctuations in time increased to 2.2 Deg C.
The variations in pressure at the extruder exit, P-BP,
were in the range of +/- 2% target set in the processing
criteria. Most sheet extrusion systems have extruders
equipped with melt pumps to handle this level of pressure
variation.
Visual inspection of the melt curtain at the 400 and 800
RPM conditions showed excellent melt quality. The
visual melt quality of the extrudate declined at the 1200
RPM condition. A melt disturbance was observed in the
sheet exiting the die.
Overall, the performance of the HSSSE for processing a
sheet grade of PP was acceptable up to a screw speed of
800 RPM. To ensure consistent output and reduce the
thermal gradient in the melt stream exiting the extruder, a
melt pump and static mixer are recommended for this
application.
HIPS Sheet extrusion grade
The output vs. screw speed for the HIPS sheet extrusion
grade material is shown in Figure 4. The specific rate,
shown in Figure 7, was lowest at 400 RPM and reached a
maximum at 800 RPM. The peak specific output at 800
RPM was 10% above and the 400 RPM condition was
10% below the average specific output. These conditions
exceeded the upper limit defined in Table 2.
The melt temperature vs. screw speed is shown in
Figure 5. The melt temperature increased with increasing
RPM. The upper limit of the melt temperature was
reached at the 800 RPM operating condition. The melt
temperature increased from 234 Deg C, at 400RPM, to
247 Deg C at 800 RPM. This exceeded the maximum
temperature limit by 2 Deg C.
The thermal process stability remained in the desired
range. The melt temperature fluctuations in time remained
below 0.5 Deg C over the entire processing range. This
indicates good thermal homogeneity.
The variation in pressure at the exit of the extruder, PBP,
remained in an acceptable range for all of the
operating conditions.
Visual inspection of the melt curtain at the 400, 800
and 1200 RPM conditions showed excellent melt quality.
Overall, the performance of the HSSSE for processing
the sheet grade of HIPS was acceptable up to a screw
speed of 800 RPM. The maximum melt temperature was
exceeded above this screw speed. To ensure consistent
output and reduce the thermal gradient in the melt stream
exiting the extruder, a melt pump and static mixer is
recommended. A lower intensity screw design is required
to control the melt temperature above 800 RPM. Further
optimization of the barrel temperature in the solids
conveying zone could help to reduce the variation in
specific output at the different screw speeds.
LDPE Extrusion Coating grade
The output vs. screw speed for the LDPE extrusion
coating grade material is shown in Figure 4. This figure
shows that the output rate increased linearly with screw
speed. The specific rate shown in Figure 7 remains
constant between 400 and 800 RPM. The constant
specific output indicates that solids conveying remained
efficient over this processing range. The specific output
increased slightly between 400 and 800 RPM but
remained within the desired processing range criteria.
The melt temperature vs. screw speed is shown in
Figure 5. The melt temperature increased with increasing
rpm and exceeded the target specifications between 400
and 800 RPM. The 1200 RPM condition was not tested
due to the high melt temperature. The elevated melt
temperature indicates that the screw design is imparting
excessive mechanical energy into the material. A lower
intensity screw design is required in order process this
material above 400 RPM.
The thermal process stability of this design was
excellent. The melt temperature fluctuations in time were
less than 0.5 Deg C at both screw speeds. This is a good
indication that the intensity of the screw design can be
decrease to control the melt temperature.
The variations in pressure at the exit of the extruder, PBP,
were negligible and were under +/- 1 bar for both
operating conditions.
Visual inspection of the melt curtain at the 400 and 800
RPM conditions showed excellent melt quality.
Based on the results of the trial, a lower intensity screw
design is required in order to operate above the 400 RPM
operating condition and reduce the melt temperature to
within an acceptable range.
PP – Fiber grade
A short test was conducted under high-speed conditions
to examine the extrusion performance of a fiber grade PP
on the moderate intensity two-stage screw design. The output vs. screw speed for the PP Fiber extrusion grade
material is shown in Figure 4. This figure shows that the
rate increased linearly with screw speed. The specific
output rate, kg/hr-rpm, remained constant over the screw
speed range from 400 – 800 RPM. This is well within the
processing range required. See Figure 7.
The melt temperature vs. screw speed is shown in
Figure 5. The melt temperature increased with increasing
RPM. The upper limit of the melt temperature was
reached at the 800 RPM operating condition. The melt
temperature increased from 238 Deg C, at 400 RPM, to a
maximum of 252 Deg C at 800 RPM.
The thermal process stability remained in the desired
range. The melt temperature fluctuations in time remained
below 1.1 Deg C over the entire processing range. This
indicates good thermal homogeneity.
The variations in pressure at the exit of the extruder, PBP,
were in the range of +/- 2% target set in the
processing criteria for both operating conditions. Most
fiber extrusion systems have extruders equipped with melt
pumps to handle this level of pressure variation.
Visual inspection of the melt curtain at the 400 and 800
RPM conditions showed excellent melt quality.
Overall, the performance of the HSSSE for processing a
fiber grade PP was acceptable up to a screw speed of 800
RPM. The melt temperature exceeded the target limits at
800 RPM. The two stage screw design used for this short
test imparted excessive mechanical energy into the
material causing the melt temperature to exceed the
maximum allowable temperature at 800 RPM. An
optimized single stage screw design with a lower level of
intensity is required for this process.
Conclusion
The study demonstrated that a properly designed
HSSSE could greatly improve the processing capability of
a small diameter single screw extruder for a wide range of
applications.
The direct drive 63.5 mm, (2.5 in), HSSSE successfully
processed the PP sheet grade within the defined
processing limits up to a throughput rate of 1000 kg/hr.
This is approximately 9 times larger that the output of a
conventionally designed extruder used today. The HIPS
sheet grade was processed within the design parameters up
to 1100 kg/hr. With further screw design optimization to
improve melting and mixing capability higher output rates
are achievable. The LDPE extrusion coating screw
processed the material up to a screw speed of 400 RPM.
Further optimization by decreasing the intensity of the
screw design will widen the operating window.
Further optimization of the screw designs for each
application will help to increase overall performance.
Future work will focus on understanding solids conveying,
melting and mixing within the HSSSE under high-speed
extrusion conditions.
Reference
1. J. Baird and J. P Christiano, “An Evaluation of the
Performance of Drive System Configurations in
Single Screw Extuders,” SPE-ANTEC Tech. Papers,
56, Pg, (2010).
2. P. Andersen, E. Haring, K. Kapfer, “Understanding
High Rate and High RPM Compounding on
CoRotating Twin Screw Extruders,” SPE-ANTEC
Tech. Papers, 43, 238 (1997).
3. H.R. Sheth, “High Speed Extrusion, Ultra High Speed
Extrusion of Various Polymers,” SPE-ANTEC Tech.
Papers, 45, 140 (1999).
4. V. Schöppner, R. Weddige, H. Hörmann,” High
Speed Extrusion for Applications requiring High Melt
Temperature,” Kunststofftechnik Paderborn (KTP),
Universität Paderborn, Warburger Str, 100 33098
Paderborn, Germany.
KeyWords: High Speed Single Screw Extrusion,
High output rate, sheet, fiber, extrusion coating
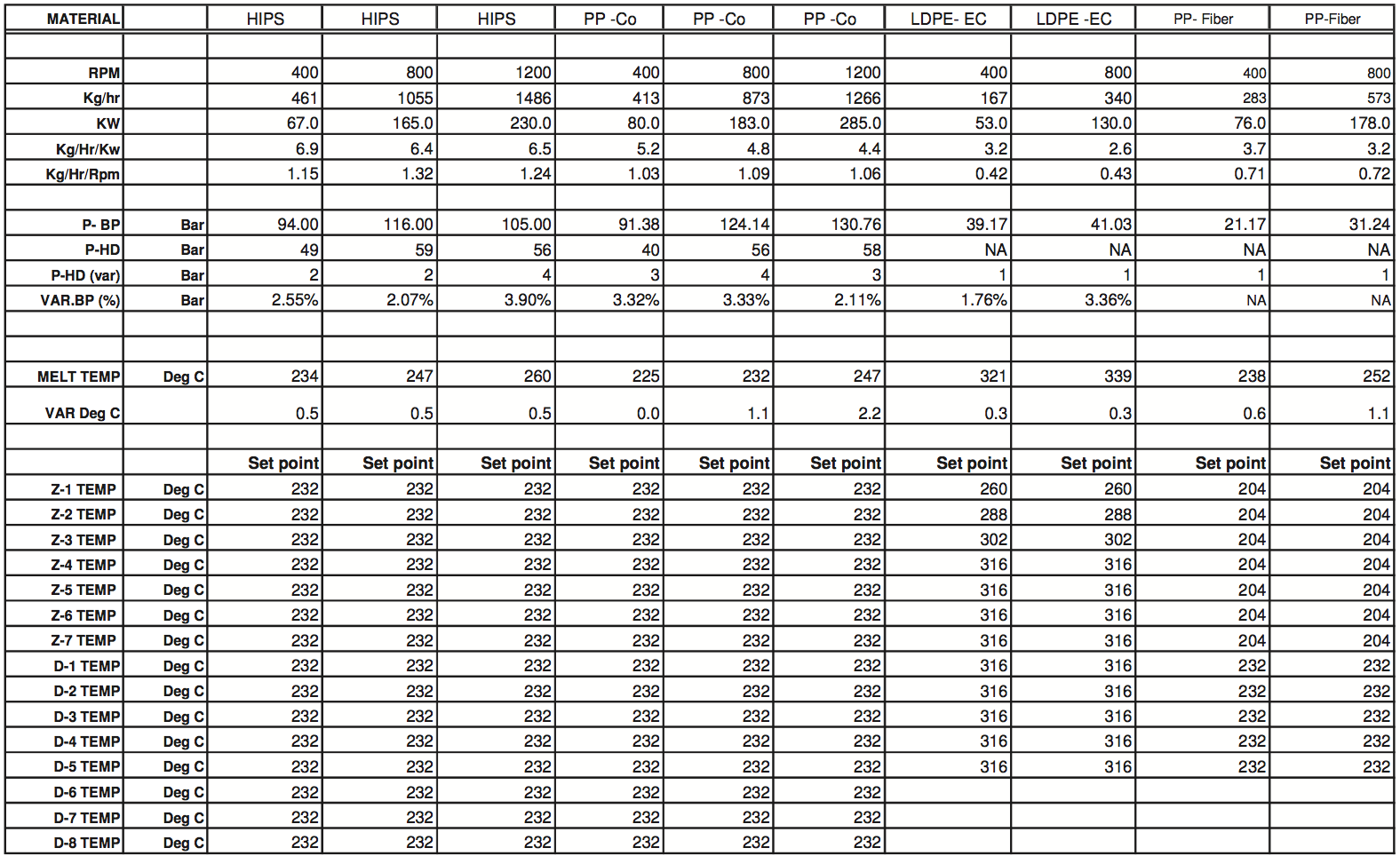
Table 3. Operating Conditions P-BP pressure reading at the tip of the screw P-HD pressure reading at the inlet to the die
Return to
Paper of the Month.