An Engineering Approach to the Correction of Rotational Flow Calculations for Single-Screw Extruders
Mark A. Spalding
1, Gregory A. Campbell
21 - The Dow Chemical Company, Midland, MI
2 - Castle Research Associates, Jonesport, ME
Abstract
Simulation of single-screw extruder screws using the standard pseudo-Newtonian method is known to deviate from measured performance. Part of this deviation is caused by the calculation of the drag flow rate. Previous research has shown that the calculation of the drag flow rate using this method is higher than that in the actual channel, causing the pressure gradient to be incorrectly adjusted to compensate for the error in the drag flow term. The research provided here provides the correction factors for rotational flow (historically known as drag flow) such that axial pressure gradients can be quickly and accurately calculated.
Introduction
Numerous models exist for the prediction of pressure profiles in the metering section of single-screw extruders. The most broadly used and the simplest is the drag and pressure gradient calculations that were outlined by Tadmor and Klein [1]; i.e., the pseudo-Newtonian model. This calculation method is known to work well with screws that have channels with small aspect ratios (h/W) and resins that are nearly Newtonian [2,3]. The aspect ratio of the channel is defined as the depth of the channel (h) to the width at the barrel wall perpendicular to the flight (W), as shown in Figure 1. This width W is identical to the historical Wb; the subscript b is omitted here for clarity.
Figure 1. Schematic of a screw channel perpendicular to the flight edge showing the width of the channel at the barrel and the depth of the channel.
Many commercially available computer codes use the pseudo-Newtonian [1] model for metering channel calculations. Other models have been developed using different techniques including three dimensional finite element analysis (FEA) [4], two dimensional FEA with a rotating barrel [5], a channel model with advanced specifications and a rotating barrel [6], and a model with a rotating screw [7]. For the most part, these models were verified using extrusion data from relatively small diameter machines with screw channels that have small aspect ratios. Moreover, these FEA codes are typically difficult to use and take a long time to run on a fast computer.
Previous research has shown that the standard pseudo-Newtonian model must be used with caution when predicting the pressure profiles in extrusion screws. As previously stated, many commercially available codes use this method. For most commercial single-flighted, plasticating screws, the pseudo-Newtonian method is acceptable for calculating the pressure gradients, causing maximum errors of about 15% for power law fluids with power law indices between 1 and 0.75. These commercial single-flighted screws have h/Ws ranging from 0.04 to about 0.10. For this h/W range, the pressure gradient errors increase to a range of 40% to 120% for power law fluids with indices between 0.7 and 0.4. Higher errors will occur for h/Ws that are higher than the range above and for power law fluids with indices less than 0.4. The main component of the error is caused by a drag flow rate that is too high, causing the pressure gradient to be improperly compensated such that the overall flow rate is satisfied; i.e., according to Equation 1.
A 500 mm diameter, melt-fed extrusion process was previously simulated [2]. The h/W for this double-flighted screw was about 0.12 in the metering channel. The process was simulated using the pseudo-Newtonian method and a three dimension finite difference method. The simulation results were then compared to experimental data and are shown in Figure 2. For a LDPE resin, the pressure from the pseudo-Newtonian method was about 1.7 times the actual value measured. The error [3] was caused by the non-Newtonian nature of the LDPE resin and an h/W of 0.12. The relatively high h/W was the result of a double-flighted screw with deep channels, designs that are typical for large-diameter, melt-fed extruders.
The pseudo-Newtonian model over predicts the drag flow rates and pressure gradients for the channel for most conditions [3]. This over prediction is caused in part by the utilization of drag flow shape factors (F
d) that are too large, causing the drag flow rate to be too high. Then in order for the sum of the drag and pressure flows to match the actual flow in the channel, the pressure gradient is forced to be different than actually required by the process. It has been known for a long time [1] that the power law index has an effect on both pressure flow and drag flow. That is, the shape factors for the channel for drag flow (F
d) and pressure flow (F
p) are dependent on the shear thinning nature of the resin. Several empirical models were developed that focused on h/W and the power law factor n [8-11]. These relationships, however, do not predict the experimental data found in Figure 2. These shape factors represent the reducing effect of the flow due to the presence of the flights relative to flow between two parallel plates. For three dimensional numerical methods, the reduced flow at the flight edges are accounted for through the no-slip boundary conditions at the flight edge and the shear thinning nature of the resin. That is why numerical methods predict the experimental pressures well at all conditions.
Figure 2. Simulated axial pressure profile for a 500 mm diameter extruder running 11,800 kg/h at 46 rpm for a 0.8 MI LDPE resin [2]. The experimentally determined pressure at 5.6 diameters was 6.4 MPa.
The goal of this paper is to determine the correction function for the rotational flow (historically known as drag flow) term such that the pseudo-Newtonian method provides an acceptable rotational flow rate and pressure gradient.
Pseudo-Newtonian Method
The flows in the extruder channels are commonly separated into two components: the drag flow rate and the flow due to a pressure gradient. The equation for the total flow and the components are as follows:
where Q is the rate of the extruder, Q
d is the historical drag flow rate, Q
p is the rate due to a pressure gradient, ∂P/∂z is the helical pressure gradient in the channel, and B is a constant. Calculation of the term B can be found elsewhere [1]. Since the mechanism for pumping for a rotating screw is the motion of the flights and not by drag due to the barrel wall, the drag flow rate term here will be referred to as the rate due just to the rotation of the screw or the rotational flow rate. The rotational flow rate term is calculated as follows:
where ρ
m is the melt density at the average fluid temperature of the resin, V
bz is the z component of the screw velocity at the barrel wall, W is the width of the channel at the barrel wall perpendicular to the flight, h is the depth of the channel, and F
d is the shape factor for rotational flow. The F
d term compensates for the reduction in flow rate due to the drag induced resistance of the flights. For an infinitely wide channel (no flights) F
d would be equal to 1. The value of F
d depends on the h/W ratio and the calculation is as follows [1]:
The z component (downstream direction parallel to the flight) of the screw velocity at the barrel wall V
bz is calculated as follows:
where N is the screw speed in rpm, D
b is the diameter of the barrel, L is the lead length, and θ
bSimulation Methods
Two different calculation methods were used for the simulations: i) the pseudo-Newtonian model outlined by Tadmor [1], and ii) a three dimensional (3D) numerical method with unwrapped channels. The pseudo-Newtonian method used a shear viscosity value that was based on the average shear rate in the channel. The method is used by many commercial codes. The 3D simulation code used a finite difference technique. Thermal affects were not included. The 3D simulation method was previously proven to predict accurately the simulation of pressures for extruders of different diameters, screw designs, and resin types.
Model Resins
The calculations presented here were performed using five different power law resins with the form shown in Equation 6. Each resin had a K value of 1000. The power law index (n) values were 1.0, 0.8, 0.6, 0.4, and 0.2. Thus at a shear rate, γ. , of 1 1/s, all resins had the same shear viscosity (η) of 1000 Pa.s, as shown in Figure 3. The melt density for the model resins was set at 1.0 g/cm
3.
Figure 3. Shear viscosity for the power law fluids used for this study.
Numerical Simulations
A series of numerical experiments were performed using 100 mm diameter screws with lead lengths of 70 to 130 mm, and h/W ratios ranging from 0.023 to 0.18. The metering section channels were created by varying the depth from 2 to 15 mm and using single, double, and triple-flighted screws. The width of the channel at the barrel wall decreases as the number of flight starts increases. The flight widths for all screws were 10 mm. The flight radii at the pushing and trailing sides were set to zero, creating a perfect rectangular channel for the pseudo-Newtonian method. The channel geometry used for the numerical method was essentially identical to that of the unwound channel. That is, the width of the channel at the screw root was smaller than that at the barrel wall as forced by geometric constraints.
The rotational flow rates were calculated by setting the pressure gradient (∂P/∂z) to zero. The ratio of the rotational flow rate calculated using the numerical method to that of the pseudo-Newtonian method is defined as F
c as follows:
Since the pseudo-Newtonian method was based on a constant viscosity for the entire channel, any factor that would cause the viscosity to vary in the channel may cause the Fc to be different from 1. The factors known to cause the viscosity to vary include the h/W ratio, n, and the average shear rate in the channel. To be consistent with the physical process, the average shear rate in the channel was calculated based on screw rotation as follows:
where D
c is the diameter of the screw root. Calculation of the F
c correction factor for numerous screws at different screw speeds and thus different average shear rates indicated that the F
c value does not depend on screw speed. All data that follows were calculated at a screw speed of 100 rpm.
The F
c correction factors as a function of the channel aspect ratio (h/W) for single-flighted, square-pitched screw geometries are shown in Figure 4. For these cases, only the channel depth was varied.
Figure 4. F
c correction factors as a function of h/W for single-flighted screws with square-pitched lead lengths (W/D = 0.85).
The F
c correction factor approaches 1 as the aspect ratio approaches 0, as shown in Figure 4. At an h/W of 0, the channel is very shallow with respect to the width and it performs as two infinitely long parallel plates with the barrel plate stationary and screw plate moving; i.e., no end effects due to the flights. As the h/W ratio increases, the F
c value decreases nearly linearly. The rate of the decrease is higher for a more shear thinning fluid. For a screw with an h/W of 0.08 and operating with a power law index value of 0.4, the pseudo-Newtonian method would calculate a rotational rate that would be too high by about 15%; i.e., the F
c for this case is 0.85.
An additional factor needed to be included to make the correlation between the channel geometry and the correction factor. This geometric factor was required since a correlation with different lead lengths and the number of flight starts could not be predicted by h/W alone. The parameter added here was the ratio of the channel width perpendicular to the flight at the barrel wall to the diameter of the barrel or W/D. A series of numerical experiments were performed with constant aspect ratios h/W of 0.12 and 0.16. The width ratio W/D was changed by using different combinations of lead lengths and the number of flight starts. For these experiments, the lead length was varied between 70 and 130 mm using single-flighted, double-flighted, and triple-flighted geometries. The combination allowed W/D to vary from 0.2 to 1.1. The correction factors for these geometries are shown in Figures 5 and 6 for h/Ws of 0.12 and 0.16, respectively. The channel depth was varied to maintain the h/W. Screws with width ratios greater than 0.6 were constructed using single-flighted geometry and varying the lead length from 70 to 130 mm. Double-flighted screws were used to produce W/D ratios of 0.4 and 0.5 while triple-flighted screws were used to produce W/D ratios of 0.2 and 0.3.
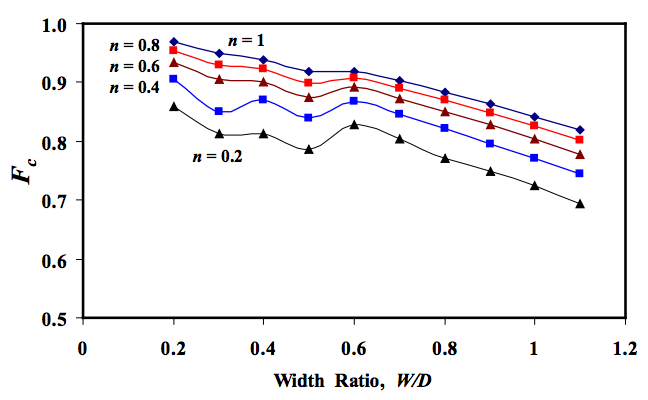 |
Figure 5. F
c factors as a function of W/D for a constant h/W of 0.12.
Figure 6. F
c factors as a function of W/D for a constant h/W of 0.16.
As shown by Figures 5 and 6, the F
c correction factor decreases as the width ratio W/D increases. The nonlinear portions of the figures for width ratios between 0.2 and 0.6 were likely caused by switching between single, double, and triple-flighted systems. Expansion of the data set by performing additional numerical experiments would likely eliminate these non-linear segments.
Empirical Correlation
In order to use the correction factors in a pseudoNewtonian code, the factors need to be functionalized using an empirical equation. A total of 140 numerical experiments were performed to determine the effect of the design parameters on the correction factors. A random sample of 102 numerical data points were used to evaluate the correction factor fitting function. The equation for the correction factors is as follows:
The quality of the F
c correlation from Equation 9 is shown by plotting it as a function of the F
c determined from the numerical experiments. The quality is shown by Figure 7 using a parity plot.
Figure 7. Parity plot showing the quality of the F
c correlation function (Equation 9) with the numerical experiments.
The standard deviation for the 102 numerical data verses the predicted fit for F
c was 0.011. When the fitting function was applied to the complete data set, as shown by Figure 7, the standard deviation was also 0.012. This indicates that the function fits the total numerical population of F
c with the same goodness of fit as it does with the data used to generate the function.
Once F
c is determined using Equation 9, the corrected rotational flow rate is calculated as flows:
This corrected rotational flow rate should be very close to the actual rotational flow for the channel geometry. The calculation of the pressure gradient using Equation 1 is now much more accurate since the pressure flow rate (flow due to a pressure gradient) is now more accurate; i.e., Q
p = Q
d – Q.
Simulation of a 500 mm Extruder
A 500 mm diameter extruder was melt-fed with a 0.8 melt index (MI) LDPE resin at a rate of 11,800 kg/h and a screw speed of 46 rpm. The feed temperature and pressure of the resin were measured at 225
oC and 0.1 MPa, respectively. The geometry and process data were presented previously [2] and will be presented here for clarity. The shear viscosity was presented previously [2].
The extruder was relatively long, but only the first 5.6 diameters needed to be simulated to demonstrate the accuracy of the methods. For this extruder, the feed pipe was 500 mm in diameter and thus forced the first diameter of the extruder to be at a temperature and pressure of 225
oC and 0.1 MPa. The screw started with a 1.5 diameter long, double-flighted feed section with a depth of 60 mm and a lead length of 750 mm. The next section (transition section) of the screw was 1 diameter long, double-flighted with a lead length of 625 mm. The last section was 3.1 diameters long, double-flighted, and was a constant-depth meter section with a depth of 27 mm and a lead length of 500 mm. The flight widths for all sections were 20 mm and the flight clearance was 0.5 mm.
A pressure transducer was positioned in the barrel at 5.6 diameters downstream of the start of the screw. For a screw speed of 46 rpm and a rate of 11,800 kg/h, the pressure at this location was measured at 6.4 MPa. The barrel temperature for this data set was at 190
oC.
The process was simulated using the pseudoNewtonian method with and without the F
c correction factor. The simulations and the experimentally determined pressure at a position 5.6 diameters downstream are shown by Figure 8. As shown by this figure, the pseudoNewtonian method over predicts the pressure by a factor of 1.7 (a 70% over prediction) at 10.8 MPa. The method with the F
c correction factor predicts a pressure of 5.9 MPa, a pressure that is slightly lower than the experimentally determined pressure of 6.4 MPa; i.e., an error less than 8%.
Figure 8. Simulated axial pressure profile for a 500 mm diameter extruder running 11,800 kg/h at 46 rpm for the 0.8 MI LDPE resin [2] using the pseudo-Newtonian method with and without the F
c correction.
Discussion
The numerical and experimental results presented here show that the standard pseudo-Newtonian model must be used with caution when predicting the pressure profiles in extrusion screws. As previously stated, many commercially available codes use this method. The rotational flow (historically known as drag flow) calculated using the pseudo-Newtonian method is always higher than that experienced in an actual channel. Since the rotational flow is calculated too high, the pressure gradient must be incorrectly adjusted to compensate for the error in the rotational flow term. The F
c factors developed here allow a better calculation of the rotational flow and thus allow a better estimate of the pressure gradient. The addition of the F
c factor to the standard pseudo-Newtonian method was successfully demonstrated using a difficult extrusion case study.
The F
c factors correct for the non-Newtonian shear rheology effects that occur in the channel. The parameters that are used in the F
c correction correlation include rheological and geometric factors: power law index (n), aspect ratio of the channel (h/W), and the ratio of the channel width to the screw diameter (W/D).
Although the analysis here was performed using a power law viscosity model, other models could be used. For other viscosity models, the power law value n would be calculated using two reference shear rates, one higher and one lower than the shear rate calculated using Equation 8. These high and low shear rates and viscosity data would be used to determine a local n value.
The flow in screw channels is complicated and nonlinear, and thus the components of rotational flow and pressure flow cannot be separated. Potente [12] states that flows and pressure gradients should only be calculated using a 3D method because of the limitations of the Newtonian model. The engineering approach presented here allows the quick calculation of the rotational flow rate for non-Newtonian resins, and provides an improved estimate of the pressure gradient in the channel.
Conclusions
A series of numerical experiments were performed to correlate the rotational flow rate of a screw channel to that calculated by the simple pseudo-Newtonian method. From these data, a correlation function was developed that allows an improved calculation of the rotational flow for power law fluids. With a properly calculated rotational flow, a realistic estimate of the pressure gradient in the channel can be calculated.
Key Words: Single-Screw Extrusion, Simulation, Metering Channel, Drag Flow, and Rotational Flow.
References
1. Z. Tadmor and I. Klein, "Engineering Principles of Plasticating Extrusion," Van Nostrand Reinhold Co., New York, 1970.
2. M.A. Spalding, G.A. Campbell, F. Carlson, and K. Nazrisdoust, SPE-ANTEC Tech. Papers, 52, 792 (2006).
3. M.A. Spalding and G.A. Campbell, SPE-ANTEC Tech. Papers, 54, 262 (2008).
4. M.A. Spalding, J. Dooley, K.S. Hyun, and S.R. Strand, SPE-ANTEC Tech. Papers, 39, 1533 (1993).
5. E.E. Agur and J. Vlachopoulos, Polym. Eng. Sci., 22, 1084 (1982).
6. H. Potente, “Single-Screw Extruder Analysis and Design,” chapter 5 of “Screw Extrusion,” ed. J.L. White and H. Potente, 2003.
7. G.A. Campbell, P.A. Sweeney, N. Donatula, and Ch. Wang, Int. Polym Process., XI, 199 (1996).
8. W.D.B. Robinson, Doctoral Dissertation, Univ. of Delaware, (1960).
9. V.L. Metzner, “Handbook of Fluid Dynamics,” V.L Streeter, ed., Section 7, 28, McGraw-Hill, (1961).
10. J.A. Wheeler and E.H. Whissler, Am Inst. Chem. Engrs. J., 11, 207 (1965).
11. S. Middleman, Trans.Soc. Rheol., 9, 83 (1965).
12. H. Potente, SPE-ANTEC Tech. Papers, 44, 3604 (1998).
Return to
Best Papers.