An Experimental Study of the Flow of an Encapsulated Polymer Melt Through a Unique Blown Film Die
Joseph Dooley, Steve Jenkins and John Naumovitz - The Dow Chemical Company, Midland, MI
Abstract
Many polymers are extruded through blown film dies to produce monolayer and multilayer films. The most
popular style of die in use today to produce blown films is the spiral mandrel die. This type of die can be used effectively for many polymers but cannot easily be used with thermally sensitive materials due to long flow paths and large surface areas that can lead to polymer degradation. This paper will discuss a new, unique blown film die technology in which a thermally sensitive polymer is encapsulated with a less sensitive material and processed into a blown film. Experimental data will be shown on the viscosity of encapsulated melts and the unique flow patterns in the die.
Introduction
Many polymers are extruded through blown film dies to produce monolayer and multilayer films. The most
popular style of die in use today to produce blown films is the spiral mandrel die (1). This type of die can be used effectively for many polymers but cannot easily be used with thermally sensitive materials due to long flow paths and large surface areas that can lead to polymer degradation.
Coextrusion is a common method used for producing multilayer blown films. Coextrusion is a process in which two or more polymers are extruded and joined together in a feedblock or die to form a single structure with multiple layers. This technique allows the processor to combine the desirable properties of multiple polymers into one structure with enhanced performance characteristics. The coextrusion process has been widely used to produce multilayer sheet, blown film, cast film, tubing, wire coating, and profiles (2-7).
This paper will discuss a new, unique blown film die technology in which a thermally sensitive polymer is
encapsulated with a less sensitive material and processed into a blown film. Experimental data will be shown on the viscosity of encapsulated melts and the unique flow patterns in the die.
Background
Two styles of coextrusion are illustrated in Figure 1.
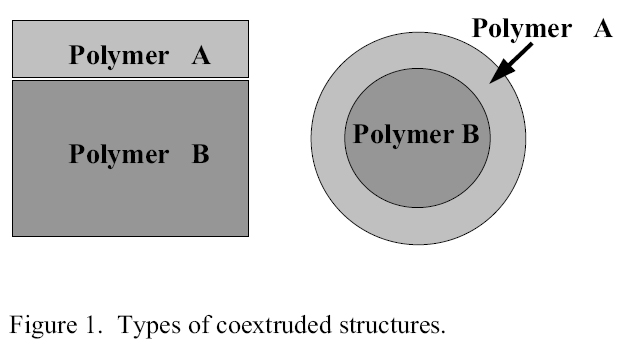 Figure 1 |
This figure shows a planar layered structure on the left and an encapsulated structure on the right. The encapsulated structure can be produced using a feedblock similar to the one that is shown schematically in Figure 2.
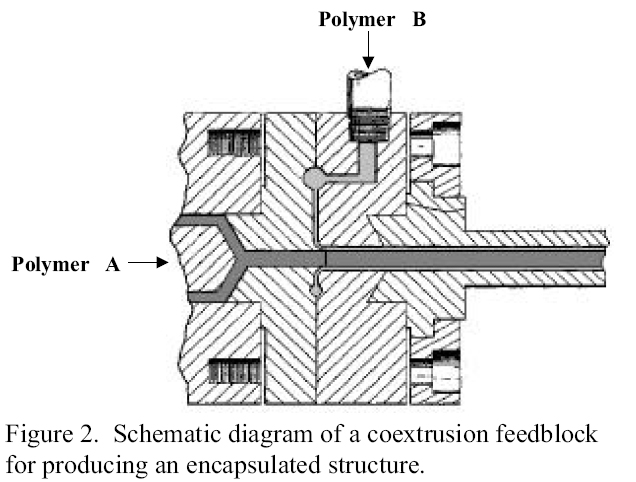 Figure 2 |
This diagram shows a feedblock attached to the end of an extruder pumping polymer A from the left into a transfer pipe. The pipe feeds the feedblock that radially encapsulates polymer A with a layer of polymer B. This encapsulated structure then flows downstream maintaining the layered structure.
Figure 3 shows why encapsulation technology can be important for thermally sensitive materials.
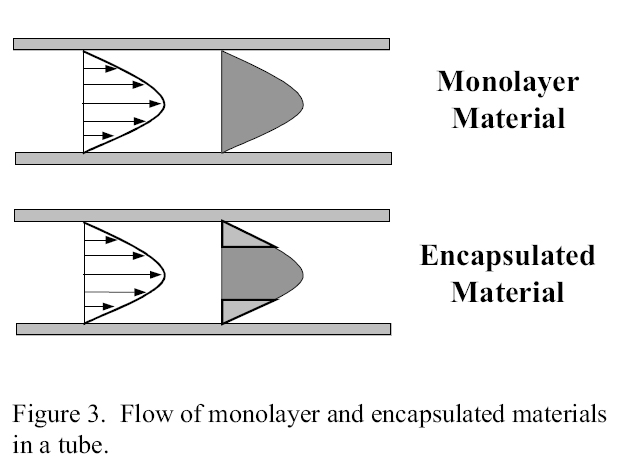 Figure 3 |
This figure shows a representation of the velocity profile in a tube for a monolayer and an encapsulated material. The left side of the figure represents the velocity vectors in parabolic flow in a tube. The right side of the figure shows how in an encapsulated structure, the core material is confined to the higher velocity areas of flow and will have a shorter average residence time. Since degradation of thermally
sensitive materials is normally a function of time and temperature, a shorter average residence time would produce less degradation.
As was described earlier, most commercial blown film lines use a style of die called a spiral mandrel. In this type of die, the melt stream is split into several streams and spiraled around a central mandrel in order to produce a film that is uniform in thickness. This essentially produces thin overlapping layers of polymer at the exit. This style of die is not suitable for an encapsulated structure because the melt stream division and layering would disrupt the encapsulation structure.
Since a spiral mandrel die is not suitable for an encapsulated structure, a crosshead style die was used in
this study. In a crosshead style die, a distribution manifold similar to that used in a coathanger sheet die is
wrapped around in a circle such that the ends touch forming a tubular exit. When an encapsulated structure, similar to what is depicted in Figure 1, is fed to a standard crosshead die, the flow geometry changes it experiences are shown in Figure 4.
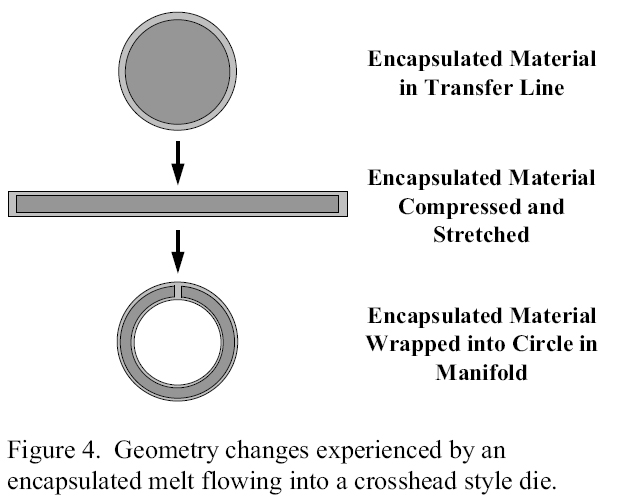 Figure 4 |
The encapsulated structure shown in the top of the figure is compressed in one direction and stretched in the other direction and then wrapped around the central mandrel such that the ends meet, as is shown in the bottom of the figure.
The difficulty with this structure is that when the ends of the encapsulated structure come together at the back of the manifold, the skin layers join together but the core materials do not touch. If the core material is a barrier polymer and the skin material is not, this type of structure would produce a film in which the barrier properties at the weld line are significantly worse than those in the rest of the structure.
One unique solution that produces a tubular structure with uniform barrier properties is shown in Figure 5.
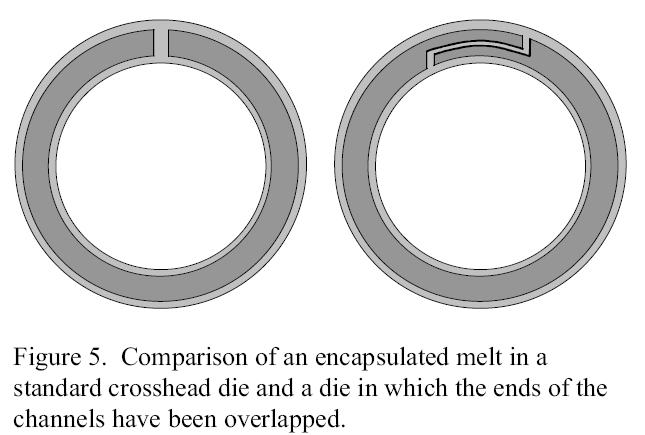 Figure 5 |
The left side of this figure shows a structure produced by a standard crosshead die while the right side of the figure shows a structure produced by a unique die in which the ends of the channels have been overlapped (8). Figure 6 shows an enlargement of just the joining area of the tubular structure in which the barrier layer has been overlapped.
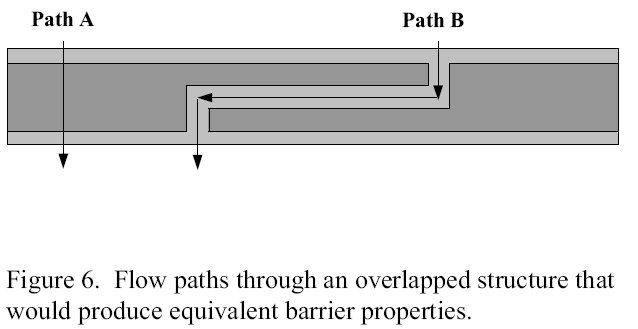 Figure 6 |
Path A represents the flow path of a gas permeating straight through the skin material and the barrier core layer. Path B represents the flow path of a gas permeating just through the non-barrier skin material in the overlap area. By knowing the relative barrier properties of the skin and core materials, the overlap structure can be designed such that Path A and Path B produce equivalent barrier properties. This style of die would produce a tubular film with equal barrier properties
around the film.
One of the difficulties in designing a tubular die for distributing an encapsulated melt is determining the rheology of the encapsulated structure. The purpose of this work was to experimentally measure the rheology of an encapsulated structure and to use that information to design a tubular die for producing a film with uniform barrier properties with a thermally sensitive core material.
Experimental
Several commercially available resins were used in these experiments: a high impact polystyrene resin
(HIPS), a low density polyethylene resin (LDPE), a polyvinylidene chloride barrier resin (PVDC), all three
manufactured by The Dow Chemical Company, and an ethylene vinyl acetate copolymer (EVA) manufactured by DuPont. The rheological properties of the polystyrene and polyethylene resins were shown previously (9).
Two types of experiments were run in this study. The first series of experiments were run to determine the
viscosity of coextruded encapsulated structures. The second series of experiments were run to determine the flow patterns of encapsulated melts through different die geometries.
The coextrusion line used in this study for determining the viscosity of an encapsulated coextruded
structure consisted of a 63.5 mm (2.5 inch) diameter, 21:1 L/D single screw extruder and a 31.75 mm (1.25 inch) diameter, 24:1 L/D single screw extruder. These extruders were attached to a feedblock that was designed to produce coextruded structures consisting of a core layer encapsulated by a skin layer. The layered structure consisted of a 10% skin layer and a 90% core layer. Attached to the exit of the feedblock was a transfer line in which pressure transducers had been inserted at specific lengths down the pipe as is shown in Figure 7. The pipe had a diameter of 9.5-mm (0.375 inch) with a distance of
107 mm (4.2 inches) between the transducers.
For the rheology experiments, the coextrusion line was run with the two extruders pumping at set flow rates and temperatures until steady-state conditions had been reached. At this condition, the pressures from the three transducers were recorded along with the measured total flow rate and temperature. This procedure was repeated at several different flow rates and temperatures so that the viscosity of the encapsulated structure could be determined at different shear rates.
The coextrusion line used for examining the interface location in coextruded structures consisted of a 31.75 mm (1.25 inch) diameter, 24:1 L/D single screw extruder and a 19.05 mm (0.75 inch) diameter, 24:1 L/D single screw extruder. These extruders were attached to a feedblock that was designed to produce coextruded structures consisting of a core layer encapsulated by a skin layer. The layered structure consisted of a 30% skin layer and a 70% core layer. Coextruded structures were made using
the same material in each extruder with different colored pigments added to each to allow determination of the interface location in the structure.
Attached to this feedblock were dies containing channels with a teardrop shaped cross section and a
coathanger style die manifold with a rectangular shape. These channels were described previously in detail (9-10). Both die channels had approximate lengths of 61 cm.
For a typical experiment, the coextrusion line was run for 30 minutes to ensure that steady-state conditions had been reached. The experiments were run at a temperature of 215 C and an extrusion rate of 2.5 kg/h, which would give a wall shear rate in the range of 1 to 10 s-1. Variable depth thermocouples were used to measure the temperature of each melt stream just prior to their entering the feedblock. This was done to ensure that the melt temperature of each stream was the same as they entered the feedblock. When steady state was reached, the extruders were stopped simultaneously and the coextruded material was cooled while still in the die channel, solidifying the material. After it had cooled to room temperature, the polymer “heel” was removed from the die and cut into 25.4 mm (1 inch) sections to expose the cross-sectional faces along the die. These faces were studied by obtaining digital images with a video camera and an appropriate magnification lens. This procedure allowed the major deformations of the interfaces to be examined.
Results
The experimental setup shown in Figure 7 was run with LDPE resin to validate that the rheological data produced by this apparatus would correlate with data generated by standard capillary rheometers.
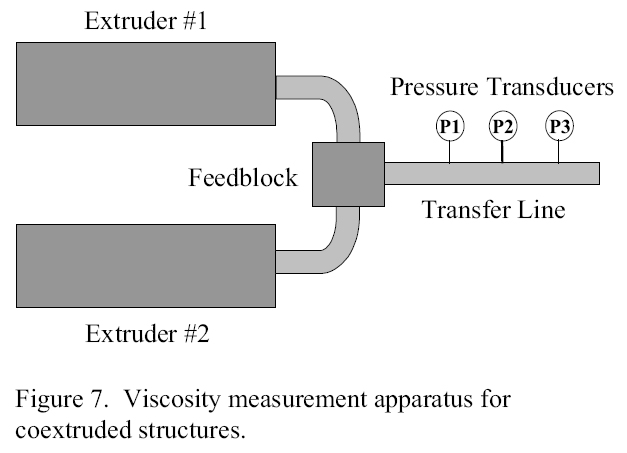 Figure 7 |
Figure 8 shows the viscosity vs. shear rate data generated for the LDPE resin using the three different combinations of pressure transducers (P1-P2, P2-P3, and P1-P3).
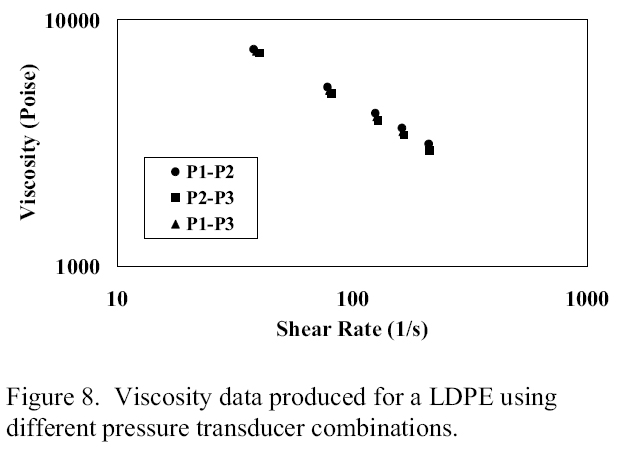 Figure 8 |
As the figure shows, all three combinations produced similar curves. These data also correlated very well with data generated by a capillary rheometer.
This apparatus was then used to measure the viscosity of an encapsulated structure consisting of a skin layer of EVA on a core layer of PVDC, as well as monolithic structures of the individual components. These data are shown in Figure 9.
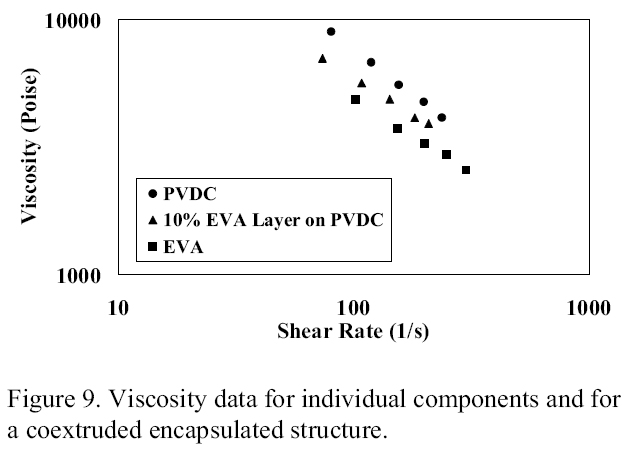 Figure 9 |
At the test conditions used, the PVDC core resin had the highest viscosity, the EVA skin resin had the lowest viscosity, and the encapsulated structure had an intermediate viscosity between the core and skin resins.
These viscosity data were then used to design a die manifold with the ends of the channels overlapped. Special care was taken in choosing the shape of the distribution manifold channels. Previous work (11-18) has shown that die channel shape is a critical factor in producing coextruded structures with uniform layers, especially for highly viscoelastic materials. This is illustrated by the images in Figure 10.
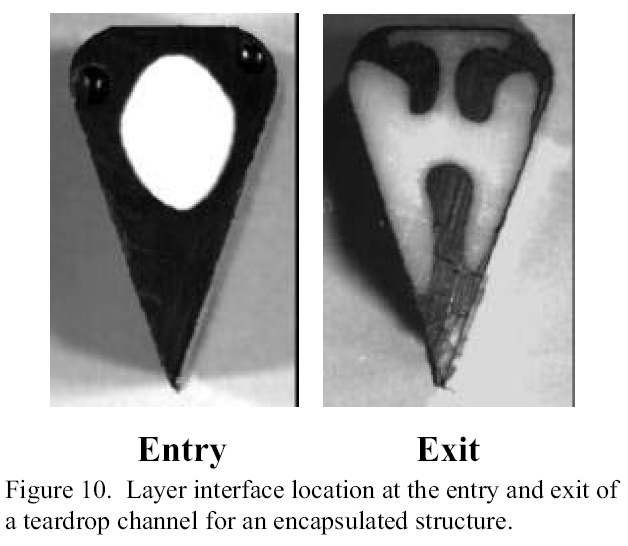 Figure 10 |
These images show an encapsulated structure containing HIPS in both layers flowing down a teardrop shaped channel. The image on the left shows the encapsulated structure near the entry of the channel while the image on the right shows the structure near the exit of the channel. Note the large deformation of the white core layer as it flows down the channel. If the white material was a barrier material, this large amount of deformation would produce a film structure in which the barrier properties would not be uniform throughout the film.
An encapsulated melt of HIPS was also extruded through an experimental die manifold with a rectangular cross-sectional shape. The results of this experiment are shown in Figure 11.
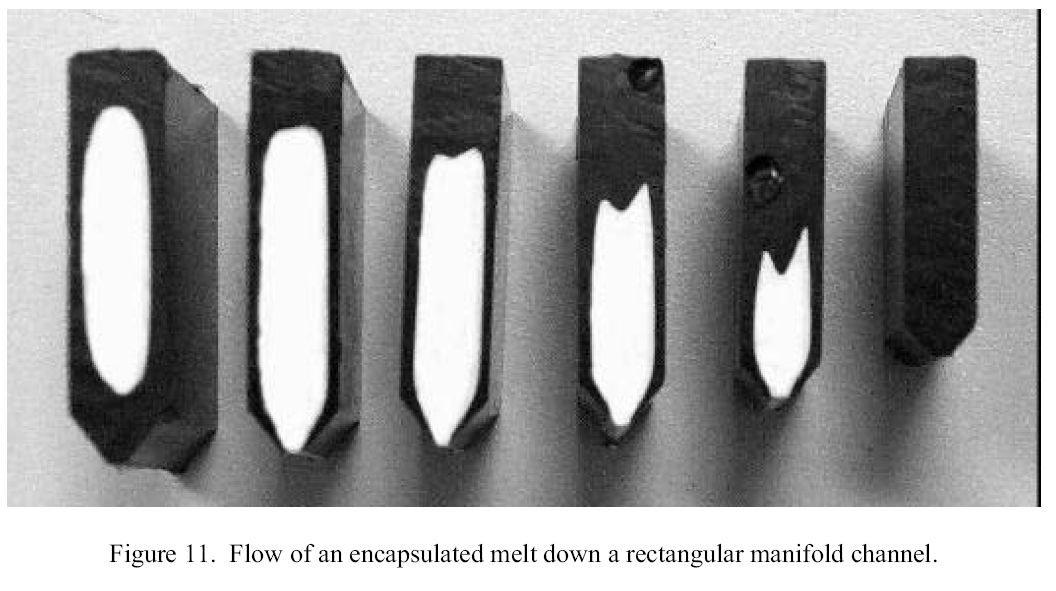 Figure 11 |
This figure shows cross-sectional cuts at intervals of 102 mm (4 inches) from near the entry of the manifold on the left to near the end of the manifold on the right. Note that the black encapsulating material becomes a larger proportion of the area of the manifold as it flows down the manifold. At a distance of approximately 508 mm (20 inches) down the 610 mm (24 inch) manifold, the entire cross section is composed of black skin material only. This implies that the majority of the material in the overlap area of a crosshead die would be composed of the skin material using this specific die geometry. This illustrates the importance of the shape of the die manifold when running an encapsulated structure.
Using the results of all of the above experiments, a large-scale die manifold was designed for an EVA/PVDC encapsulated structure with an overlapped weld line. This manifold was used as the central layer in a five layer blown film die to produce a coextruded film structure in which uniform barrier properties were produced in all areas of the film.
Conclusions
A unique multilayer coextrusion blown film die has been developed using encapsulation technology to protect the thermally sensitive barrier layer material. This die uses a technique of overlapping the ends of the core layer distribution manifold in a crosshead style die to ensure uniform barrier properties throughout the film. The key to scaling this technology to large-scale dies is the use of appropriate die channel geometry to maintain proper layer uniformity as the encapsulated material flows through the
distribution manifold.
References
1. J. M. Dealy and K. F. Wissbrun, “Melt Rheology and Its Role in Plastics Processing,” p. 537, Van Nostrand Reinhold, New York, 1990.
2. L.M. Thomka and W.J. Schrenk, Modern Plastics, (April 1972).
3. C.D. Han, J. Appl. Poly. Sci., 19 (1975).
4. W.J. Schrenk, Plastics Engineering, (March 1974).
5. J.A. Caton, British Plastics, 3, (1971).
6. L.M. Thomka, Plastics Engineering, 18, (Feb. 1973).
7. C.R. Finch, Plastics Design Forum, 59, (Nov./Dec. 1979).
8. U.S. Patent 4,643,927.
9. J. Dooley and B.T. Hilton, Plastics Engineering, 50, 2, 25 (February 1994).
10. J. Dooley and R. Ramanathan, SPE-ANTEC Technical Papers, 40, 89 (1994).
11. J. Dooley and K. Hughes, TAPPI Journal, 79, 4, 235 (April 1996).
12. J. Dooley and L. Dietsche," Plastics Engineering, 52, 4, 37 (April 1996).
13. J. Dooley and K.R. Hughes, SPE-ANTEC Technical Papers, 42, 236 (1996).
14. B. Debbaut, T. Avalosse, J. Dooley, and K. Hughes, Journal of Non-Newtonian Fluid Mechanics, 69, 2-3, 255 (April 1997).
15. J. L. Zryd and J. Dooley, SPE-ANTEC Technical Papers, 44, 217 (1998).
16. J. Dooley, K.S. Hyun, and K. Hughes, Polymer Engineering and Science, 38, 7, 1060 (July 1998).
17. B. Debbaut and J. Dooley, Journal of Rheology, 43, 6, 1525 (November/December 1999).
18. J. Dooley and K. Hughes, SPE-ANTEC Technical Papers, 46, 36 (2000).
Keywords: Blown film, coextrusion, encapsulation, die design.
Return to
Best Papers.