The Effects of Molecular Structure, Rheology, Morphology and Orientation on Polyethylene Blown Film Properties¶
Ashish M. Sukhadia, Phillips Petroleum Company
94-G PRC
Bartlesville, OK 74004
Because of space limitations, as a result of the length of the excellent paper, some of the introduction, which listed extensive references to prior work and the bibliography at the end of the article have been omitted. The photos have also been omitted, but they are adequately described in the text. Call, write, or email and we will send you a full copy.
- Editor
Abstract
The effects and interactions of polyethylene molecular structure, rheology, morphology and molecular orientation on blown film properties were examined in detail. The molecular structure was examined via gel permeation chromatography (GPC), rheology via standard dynamic oscillatory shear tests, morphology via transmission electron microscopy (TEM) and molecular orientation via both wide angle x-ray scattering (WAXS) and infrared dichroism. Resins of both medium and high molecular weight were examined. The results clearly showed that the resin rheology and molecular structure profoundly affected the extent of lamellar stacking, fibril nuclei and degree of molecular orientation which in turn resulted in substantial changes in blown film properties. Lastly, it was demonstrated that these various characterization methods complement each other very well to provide useful insight into the complex processing-structure-property (P-S-P) interactions in polyethylene blown films.
Introduction
The goal of this work was to develop and further our under standing of the factors that affect polyethylene blown film properties, particularly impact strength and tear strengths. To achieve this goal, a comprehensive study encompassing the characterization of polymer structure, polymer rheology, solid state morphology, molecular orientation and solid state properties was undertaken with the hope that these results would together provide useful insights into the processing-structure property behavior of polyethylene blown films.
Experimental
Blown Film Resins
Several chrome catalyst resins with typically broad molecular weight distributions of greater than 10 were used in this study. Additional resin details relevant to this paper are presented in subsequent sections.
Blown Film Evaluations
The film blowing experiments were conducted on a laboratory scale blown film line. The line consists of a 38 mm (1.5 inch) diameter single screw Davis Standard extruder (L/D=24; 2.2:1 compression ratio) fitted with a barrier screw with a Maddock mixing section at the end. The die used was 51 mm (2 inch) in diameter and was fitted with a Single Lip Air Ring using ambient cooling air. The die gap was 0.875 mm (0.035 inch). Blown films of 0.0254mm (1 mil) thickness gage were made. The film blowing was done at typical HDPE (high stalk configuration) conditions as follows: 4:1 blow up ratio (BUR), 35.5 cm (14 inch) frost line height (FLH) and 220°C extruder a d die set temperatures. The evaluations were made at an output rate of 6.8 kg/hr (15 lb/hr) using a screw speed setting 01 30 RPM. These film blowing conditions were chosen since the film properties so obtained scale directly with those from larger commercial scale film blowing operations [21].
Blown Film Properties
The film properties were measured as follows:
1. Dart impact strength - ASTM D-1709 (method A)
2. Machine (MD) and transverse (TD) direction Elmendorf tear strengths - ASTM D-1922
Rheology
Melt index (MI) was measured as per ASTM D-1238, Condition F(190 °C, 2.16 kg). High load melt index (HLMI) was measured as per ASTM D-1238, Condition E (190 °C. 21.6 kg).
The rheological data was obtained on a Rheometrics Mechanical Spectrometer (model RMS-800) using a parallel plate geometry. Temperature-frequency sweeps were performed between 150 - 230 °C in 20 °C increments. This data was reduced to a single master curve at 190 °C using the well known Williams-Landel-Ferry (WLF) time-temperature superposition method [22] through a proprietary algorithm to estimate the flow activation energy, Ea. The master curve was then fitted with the three parameter Carreau-Yasuda (CY) empirical model to obtain the CY parameters viz, zero shear viscosity - Eta(0), characteristic maximum relaxation time - Tau Relax and ‘A’ parameter. Details of the significance and interpretation of these three parameters may be found elsewhere [23,24].
Transmission Electron Microscopy (TEM)
A Reichert-Jung Ultracut-E ultramicrotome, with the FC 4D cryo-attachment, was used to prepare blown polyethylene films for analysis by TEM. The ultramicrotome cut 500-1000 angstrom thick slices, or sections, of the sample using a diamond knife. The cut sections were floated on a liquid in the diamond knife boat and then collected on a copper grid. This grid was then inserted into the TEM where the sections were imaged at 100kv. The TEM used for all imaging was a Philips EM420T Scanning Transmission Electron Microscope.
The HDPE samples were stained with chlorosulfonic acid. Some work was done on lower density resins. These films could not be stained with chlorosulfonic acid. Instead the as received films were first cryo-microtomed at -110C. The sections were then stained with ruthenium tetroxide for 1-2 hours and then imaged with the TEM.
Wide Angle X-Ray Scattering (WAXS)
All the WAXS experiments were performed by utilizing a Philips tabletop x-ray generator (model PW1720) with CuK( irradiation (( = 0.154 nm) and equipped with a standard vacuum sealed Warhus photographic pinhole camera. The WAXS pat terns were taken normal to the film (MD-TD) surface in all cases.
Infrared Dichroism
Spectra of the films as blown were obtained on a Bio-Rad Digilab FTS-40 FTIR instrument, running 32 scans at 2 cm-i resolution. The background was taken after a polarizing element had been inserted into the beam. Machine direction (MD) samples were taken with the MD of each film parallel to the polarization direction while Transverse direction (TD) were taken with the MD perpendicular (90°) to the polarization. A dichroic ratio (DR) was calculated by simply taking the ratio of the absorbances parallel (MD) to perpendicular (TD) for the respective band.
Using the method outlined by Read and Stein [25], the dichroic ratios for the 720 cm-1 and 730 cm-1 absorbance bands were used to approximate the Herma’s orientation functions fb and fa. These values for fa and fb were then used to calculate fc [26,27]. Furthermore a parameter called degree of balance (DOB), defined simply as the ratio of fa/fc, is used here in order to provide for a quick way of qualitatively estimating the extent of a-axis versus c-axis orientation (with respect to MD) in the films
Results
STUDY 1- LOW DENSITY LINEAR PE (LDLPE) RESINS A AND B
We begin by comparing two low density linear polyethylenes (LDLPE) resins, A and B, summarized in Table 1 that were produced using different catalyst/reactor operating conditions. It should be noted that these resins are considerably different from conventional LLDPE resins due to their much broader MWD. As can be seen from Table 1, the resins were both targeted to be about 0.924 g/cc density and about 20 HLMI. The molecular weight data shown at the bottom of the table indicate essentially the same molecular weight (Mw) and MWD for the two resins. The resins were blown under the same HDPE conditions outlined earlier and the film proper ties measured. The results in Table 1 show much higher film properties, particularly dart impact and MD Tear strength, for resin A compared to resin B. The rheology of the two resins, represented in a concise form through the CY parameters, are also shown along with the flow activation energies, Ea. The rheological results suggest a slightly higher level of long chain branching for resin B compared to resin A (resulting in a higher Ea value for B) which results in a small, but experimentally significant and physically meaningful, increase in the characteristic melt relaxation time for resin B compared to A.
Infrared dichroism data for these two film samples is summarized in Table 2 along with the approximated values of the crystalline Herman’s orientation functions fa, fb and fc for the crystallographic axes a, b and c, respectively. It is indeed recognized that the estimated orientation functions here are not exact and perhaps not even completely legitimate for numerous reasons [25, 26, 27], not least among which is the fact that these films are biaxially oriented not uniaxially [4]. Nevertheless, and as will become clear through the course of this paper, such an exercise still provides some meaningful information that surprisingly supports the data from TEM and WAXS quite well.
From Table 2, it is evident that the molecular orientation in film A is more balanced than in film B. The DOB value for resin A is about unity, indicating equivalent a-axis and c-axis orientation in the MID whereas the DOB value for resin B is almost 13 indicating a preferential a-axis orientation in the MD.
The WAXS patterns (MD is vertical here) for the two films are shown in Figures 1a and lb. Both patterns show what is referred to as typical a-axis orientation in the MD, giving rise to the (110) reflections roughly 25-30° off the equator and the (200) reflections perpendicular to the TD or along the MD [28]. The WAXS pattern for film B (Fig. 1b) shows slightly sharper (110) reflections than film A, again suggesting a more preferred a-axis orientation in accordance with the dichroic data above.
The corresponding TEM micrographs for the two films are shown in Figures 2a and 2b. While it was not possible to keep track of the precise MD direction, it is believed to be approximately the vertical direction for these micrographs. The considerable differences in the lamellar organization between the two films is quite evident. In film A, the lamellae do not exhibit preferential orientation of their long (lateral) dimensions and considerable lamellae curvature is also observed. Film B exhibits considerably more order, with the lamellae long dimensions largely oriented along the ND (thickness or normal direction) resulting in the lamellae normals aligned along the MD. Less curvature of individual lamellae is further noted.
STUDY 2- MEDIUM MOLECULAR WEIGHT-HIGH DENSITY PE RESINS C AND D
In this second study, two medium molecular weight - high density (MMW-HDPE) resins C and D were made using two different chrome catalysts. The resins were again targeted to be similar in terms of HLMI and density and are further de scribed in Table 3. The two resins are clearly very similar in HLMI, density and MWD, although resin D does have a slightly higher Mw than resin C. Also, the flow activation energy for resin D is also slightly higher than resin C. Closer examination of the rheological data shows resin D to have higher zero shear viscosity, Eta(0) and characteristic melt relaxation time, Tau Relax, compared to resin C. When blown into film under identical conditions, resin C exhibits clearly superior dart impact, MD Tear and TD Tear strength properties.
Infrared dichroism data for the two blown films is shown in Table 4. Several interesting features between these two films can be observed. First, resin C does appear to have preferential orientation of the a-axis along the MD as indicated by a DOB of 2.62. In complete contrast, resin D appears to show c axis (along MD) orientation as indicated by a DOB of 0.07.
WAXS patterns for films C and D are shown in Figures 3a and 3b (vertical is MD), respectively. It is indeed noteworthy that resin C exhibits a-axis type orientation similar to that noted for resins A and B earlier. However, and in complete agreement with the dichroism data discussed above, resin D shows a weak but clear c-axis orientation in the MD. No (200) reflections along the vertical (MD) are observed and the (110) reflections show maximum intensity along the equatorial positions indicative of the c-axis orientation [28].
TEM micrographs of the two films C and D are shown in Figures 4a and 4b, respectively. Film C shows considerable stacking of the lamellae long dimensions perpendicular to the MD. Film D, on the other hand, shows not only a greater degree of lamellar stacking perpendicular to the MD but very clearly also shows the presence of fibril (extended chain) nuclei. One set of fibril nuclei are shown with an arrow on Figure 4b.
STUDY 3- HIGH MOLECULAR WEIGHT-HIGH DENSITY FE RESINS E AND F
In a third study, two high molecular weight - high density (HMW-HDPE) resins E and F, described in Table 5, were examined. Resin E was produced in the reactor and resin F was modified by finishing resin E with 60 parts per million (ppm) or 0.006 wt % peroxide to induce a small level of long chain branching as is routinely done in the literature [29]. The results in Table 5 show that addition of low levels of peroxide does not result in any significant differences in either the Mw
or MWD of resin F compared to resin E, consistent with the observations of Mavridis and Shroff [29]. However, there are significant differences in the rheology of the two resins with resin F exhibiting much higher zero shear viscosity (Eta(O)) and characteristic relaxation time (Tau Relax) than resin E. Furthermore, the flow activation energy of resin F increases to about 39 kJ/mol from that of resin E of about 33 kJ/mol, indicative of the higher long chain branching in resin F com pared to E. Finally, it is worthwhile to note that resin F exhibits much poorer film property performance, particularly dart impact strength and TD Tear strength, compared to the control resin E.
From Table 6, it is observed that film E exhibits mostly a-axis orientation in the MD. However, the net result of the increased LCB in film resin F results in a change in the preferential orientation from a-axis to c-axis.
WAXS patterns for films E and F are shown in Figures 5a and Sb, respectively. Clearly, resin E exhibits the a-axis type orientation as was observed for resin C (Fig. 3a). Resin F, however, and again in agreement with the dichroism data in Table 6 shows a preferred c-axis orientation with the (110) reflections along the equatorial position.
TEM micrographs of the two films E and F are shown in Figures 6a and 6b, respectively. Figure 6a for film E shows a considerable alignment of the lamellae long dimensions along the normal direction (ND), thus resulting in the lamellae normals aligned along the MD. Some curvature of the individual lamellae is noted. Figure 6b for resin F with higher LCB shows quite clearly the presence of stacked lamellae perpendicular to the MD. In addition, the presence of fibril nuclei running along the MD is once again observed, similar to that in resin D (Fig. 4b).
Analysis and Discussion¶
A detailed inspection of the above data for resin film pairs A-B, C-D and E-F show a number of commonalties. In each case, it is observed that an increase in the characteristic melt relaxation time appears to result in an increase in the degree or level of lamella stacking normal to the MD. Furthermore, a higher degree of molecular orientation (either a-axis or c-axis) is also noted with increased melt relaxation times. In one regard, these effects may be intuitively obvious and expected. The polymer melt emerges from the die with some degree of molecular orientation or alignment along the MD. The bubble stalk provides a region of stress relaxation prior to additional biaxial deformation during the bubble inflation stage as has often been noted before [1,2,3,7,17]. The degree to which molecular relaxation can occur in the stalk region is likely to be influenced considerably by the degree of molecular entanglements present. A melt with higher entanglements (such as may arise from a few very high molecular weight tails or from LCB) will exhibit longer relaxation times or in other words a slower relaxing melt. Thus a greater degree of molecular orientation and alignment is preserved during the sub sequent cooling and non-isothermal crystallization under a biaxial stress beyond the bubble neck region. It is of interest to note that in each case the net result of higher molecular orientation and lamella stacking was a reduction in blown film properties.
While some of the similarities are noted above, some important differences among these pairs are also noteworthy. In the case of the LDLPE resins A and B, an increase in the melt relaxation time from resin A to resin B resulted in an increase in the a-axis orientation in the film. Thus resin A exhibited a somewhat balanced a-axis and c-axis orientation in the MD while resin B exhibited a predominantly a-axis orientation. In the case of the MMW-HDPE and HMW-HDPE resin pairs C-D and E-F, respectively, it is observed that an increase in relaxation times resulted in a change in the orientation going from largely a-axis to c-axis in the MD. These effects must be the result of the level of stress undergone by each melt in the film forming process as observed by Maddams and Preedy [1,2,3]. In accordance with their findings and those of Keller and Machin [201], it is postulated here that in the case of resins A, B, C and E the stress level is low resulting in the a-axis orientation along MD. In the case of resins D and F, the stress is believed to be higher resulting in the c-axis along MD. Similar results were also recently reported by Fruitwala et al. [16].
In further examination of the above results, it is comforting to note that the resins A, B, C and E exhibit lower zero shear viscosities (<5.5E6 Pa.s) and lower relaxation times (<55 s) than resins D and F which have zero shear viscosities above 1E7 Pa.s and relaxation times of about 100 s each. The higher zero shear viscosities can generally be expected to also represent higher extensional viscosities which would then be expected to result in higher stress levels in the bubble.
Conclusions
The blown film properties were observed, as expected, to be largely dependent on the solid state structure i.e. morphology and degree of molecular orientation developed during film blowing. It was seen that resins similar in HLMI, MI, density and GPC yielded vastly different film properties thereby suggesting that these measures were very ineffective predictors of blown film performance. It was further observed that under identical film blowing conditions, resins with longer characteristic melt relaxation times consistently showed a greater degree of lamellar stacking, increased level of molecular orientation (either a-axis or c-axis) and in some cases the presence of fibril nuclei. In every case, these morphological and molecular attributes resulted in lower blown film properties viz, impact strength and tear strengths.
Whether a-axis or c-axis type structure is observed is believed to depend on the stress level developed in the bubble during film blowing. "Low" stress levels result in a-axis structure whereas "high" stress levels result in c-axis structure. The potential of low or high stress level development was observed to correlate well rheological parameters such as low or high zero shear viscosities and low or high melt relaxation times, respectively, which were obtained from dynamic viscosity measurements.
It is concluded that an optimal polymer structure for blown films should be such that the resin exhibits low zero shear viscosity and low relaxation times. Thus the polymer should contain a minimal level of long chain branching and very few or no high molecular weight tails. From a solid state structure viewpoint, it is clear that a good balance of lamellar orientation with minimal lamellar stacking in any one direction, the absence of fibril nuclei, and a good balance of molecular orientation with no predominant a-axis or c-axis orientation i.e. a truly well balanced solid state structure provides for the optimal balance of key film properties. As a final note, the excellent agreement between the dichroism, WAXS and TEM data observed in this study is indeed quite noteworthy and points to the fact that these various methods can be used together in a very complementary way to study the complex processing - structure - property relationships in film blowing.
Key Words: Blown film, orientation, morphology, rheology
TABLE 1. Description of LDLPE resins A and R.
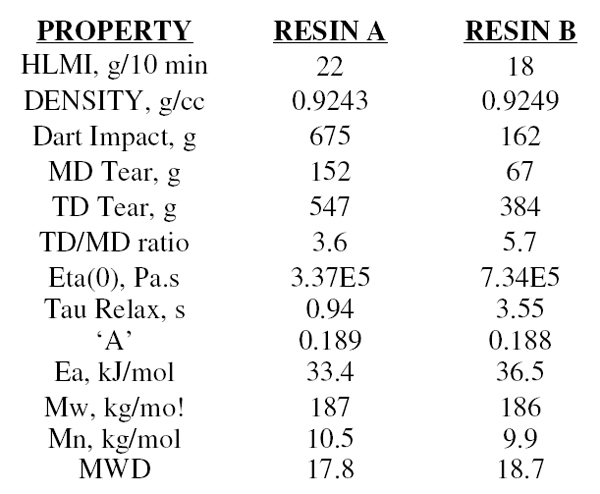 Table 1 |
TABLE 2. Infrared dichroism data for LDLPE resins A and B along with approximated calculations of the orientation functions.
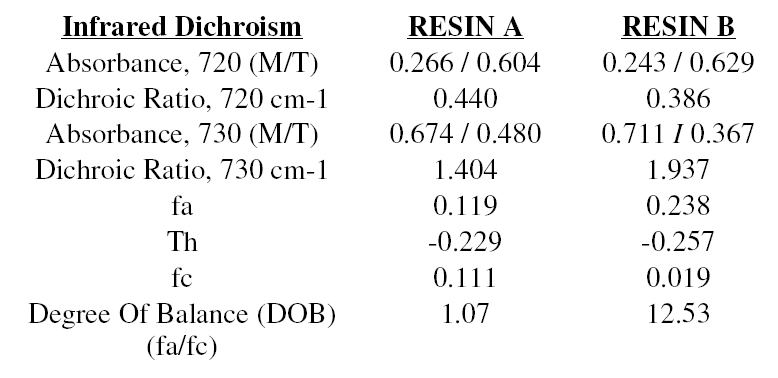 Table 2 |
TABLE 3. Description of MMW-HDPE resins C and D.
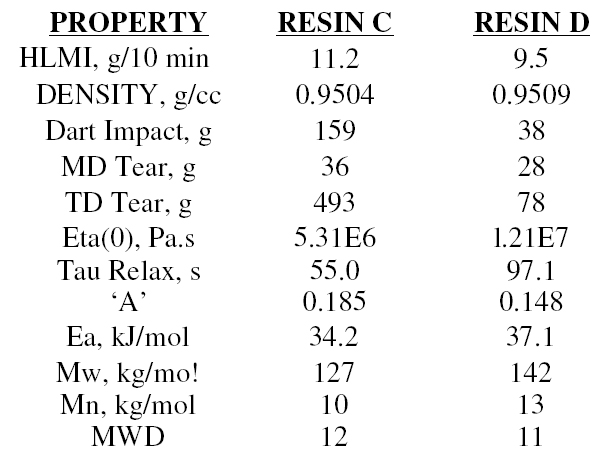 Table 3 |
TABLE 4. Infrared dichroism data for MMW-HDPE resins C and D along with approximated calculations of the orientation functions.
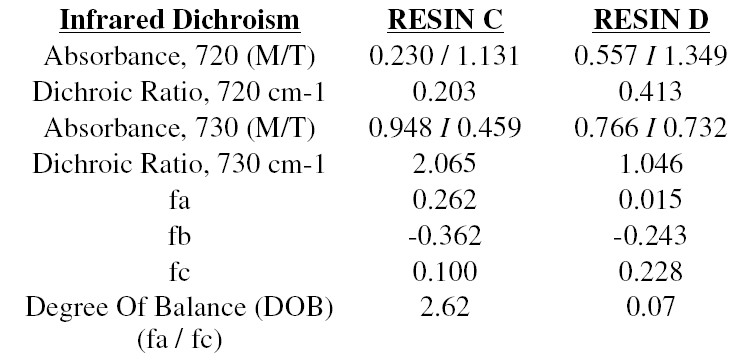 Table 4 |
TABLE 5. Description of HMW-HDPE resins E and F.
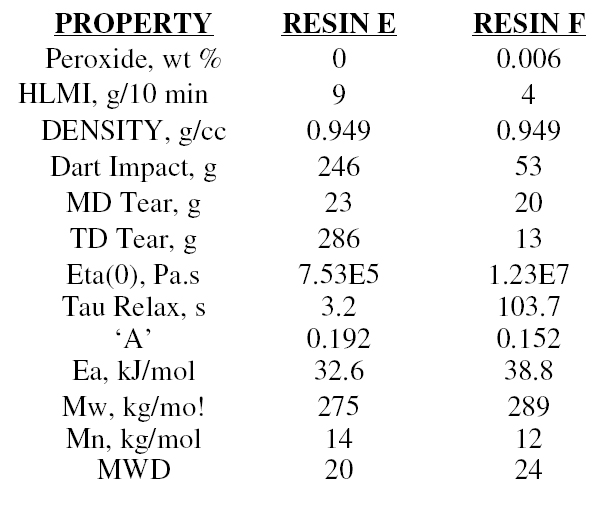 Table 5 |
TABLE 6. Infrared dichroism data for HMW-HDPE resins E and F along with approximated calculations of the orientation functions.
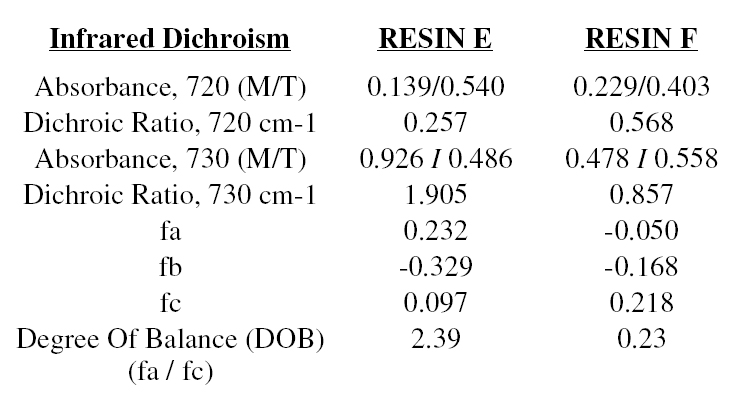 Table 6 |
Acknowledgments
The author would like to sincerely thank Prof. Garth L.Wilkes for his significant help in obtaining and understanding these results. The author would also like to thank Mr. Steve McCartney for his help with the TEM. The support of Phillips Petroleum Company in publishing this work is gratefully acknowledged.
Return to
Best Papers.