Coefficients of Dynamic Friction as a Function of Temperature, Pressure, and Velocity for Several Polyethylene Resins¶
Mark A. Spalding and K. S. Hyun - The Dow Chemical Company
IntroductionIn a plasticating extruder, the coefficient of dynamic friction is in many cases the controlling factor for solids conveying, pressure generation, thermal decomposition of the resin, and flow surging. The coefficient of friction is, however, very poorly understood and very difficult to measure. Moreover, interpretation of experimental data are complicated by the dissipation of frictional energy at the sliding interface. This energy flux at the interface makes it extremely difficult to determine the coefficient as a function of temperature, pressure, and velocity at conditions of extrusion.
A new friction-measuring device has been designed and fabricated based on a first generation machine built at Rensselaer Polytechnic Institute by C. I. Chung (1,2). The unit is capable of studying forces, resulting from frictional and viscous drag, on a small plug of polymer at conditions typical of extrusion. With this equipment and a numerical technique for computing the interface temperature, the coefficients can be measured as a function of temperature, pressure, and velocity.
LITERATURE REVIEWThe accepted solids conveying mechanism for the feed section is based on the theory developed by Darnell and Mol (3). The basic theory assumes constant density for the solid bed and constant coefficients of dynamic friction for both the barrel and screw tool surfaces in order to estimate solids conveying and power consumption. More sophisticated forms of the theory use bulk density as a function of pressure and temperature (4,5) and coefficients of friction as a function of temperature. Frictional coefficients at conditions typical or extrusion, however, are generally not available because of the difficulty in measuring them and the lack of precise measuring devices.
Several types of friction coefficients are commonly measured. They include coefficients at dynamic, static, and storage friction. Each coefficient is used for different applications and they must not be interchanged. The coefficient of static friction is the ratio of the frictional force on a body divided by the load force perpendicular to the frictional surface at static equilibrium. If the frictional force is increased by a differential amount, then the body will start to move. If the body is moving, the ratio or the frictional force to the load force is the coefficient of dynamic friction. This coefficient is typically lower than that for the static case. The dynamic coefficient is the type of coefficient of interest to extrusion. It will be referred to in this paper as the coefficient or dynamic friction or simply coefficient of friction. Storage friction describes how pressure is transmitted or dissipated in a column of particles (4)
All friction measuring devices measure the temperature at a location away from the interface where the sliding is occurring. At the sliding interface, frictional dissipation or energy will result in temperatures at the interface that are considerably higher than those temperatures measured. This effect can be quite large at conditions typical of extrusion. Frictional heal dissipation at the interlace depends on the pressure. coefficient of friction and the velocity (5).
RESINSFive different commercial grade polyethylene (PE) resins were used for this study. The resins studied had varying solid densities and were as follows: 1) ultra low density PE (ULDPE) with a density of 0.9t2 g/cm
3, 2) linear low density PE (LLDPE), density of 0.920 g/cm
3, 3) low density PE (LDPE), density of 0.922 g/cm
3, 4) LLDPE with a density of 0.935 g/cm
3, and 5) high density PE (HDPE, density of 0.95t g/cm
3. All resins were manufactured by The Dow Chemical Company and were designed for smooth-barrel extruders.
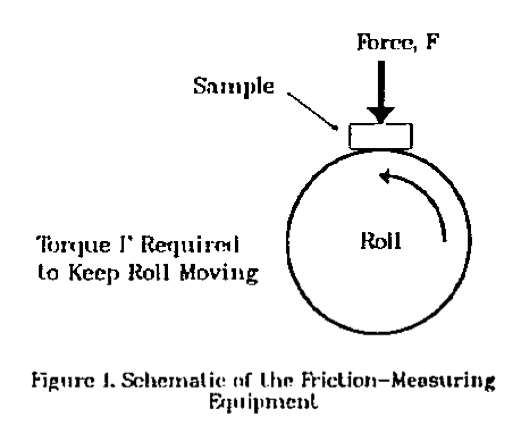
EQUIPMENTA schematic of the friction-measuring device is shown by Figure 1. The sample was placed in a 12.9 cm
2 (2 in x 1 in) sample chamber and was forced against a 30.48 cm (12.0 in) diameter rotating roll. The force applied to the sample was set by the operator and was also measured by a load cell. In order to keep the roll speed constant, a torque must be applied to the roll shaft. This torque was measured by a sensor and the value was used to calculate the coefficient of friction. The coefficient is defined as the frictional force at the roll surface (obtained from the torque measurement) divided by the applied load. All instrument sensors and devices are controlled and monitored using a Camile* system (5-7).
The surface treatment of the roll with the resin will affect the coefficient of friction. For these experiments, the roll was first cleaned to a shiny finish. Next, the test resin was added to the chamber and a trial experiment was performed. This experiment was used to condition the roll only and thus the frictional data were discarded. The sample was then removed and replaced with fresh resin. Frictional measurements were obtained from the later sample.
The roll surface temperature underneath the polymer sample is not practical to measure, but it can be calculated based on the experimental data and the steady-state, two dimensional heat transfer equations derived and solved for the equipment geometry using an implicit finite difference technique (5).
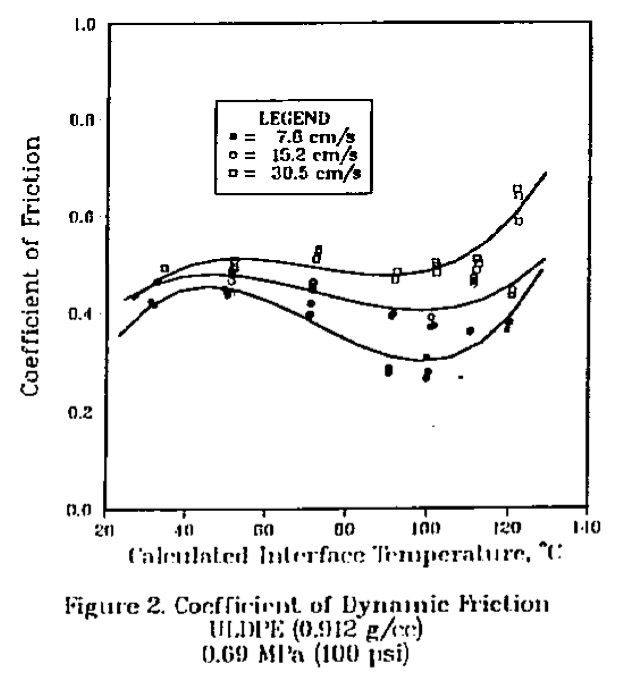
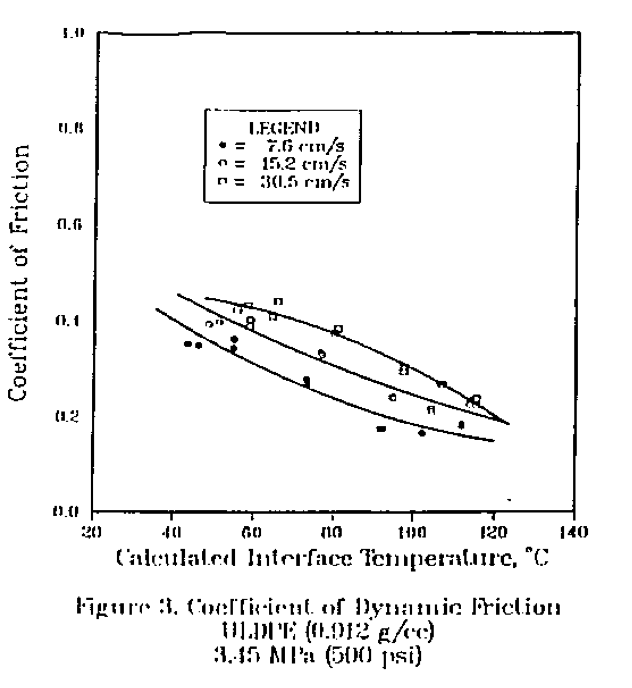
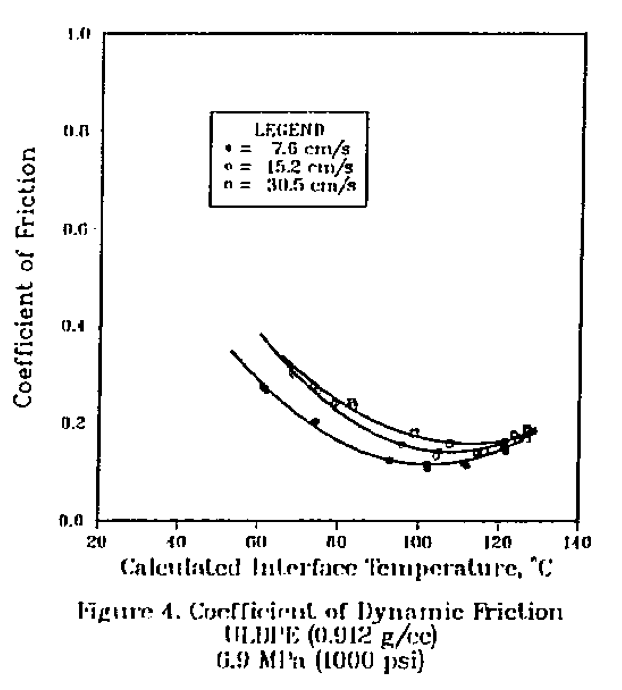
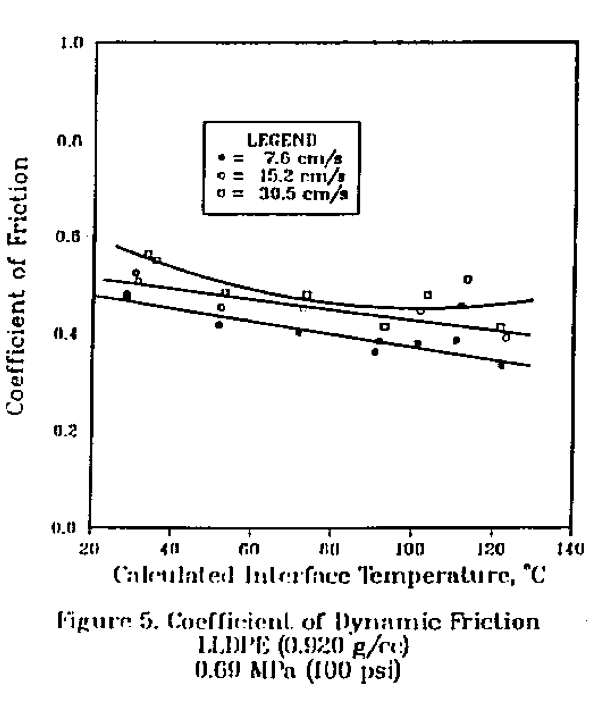
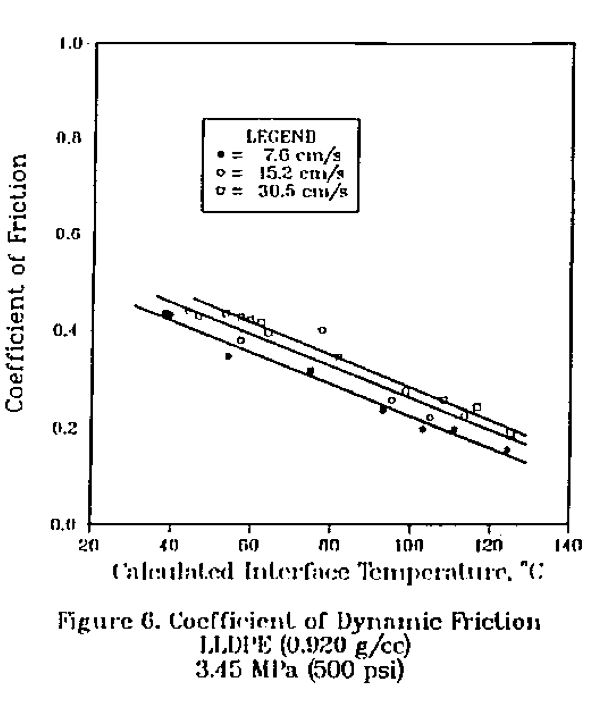
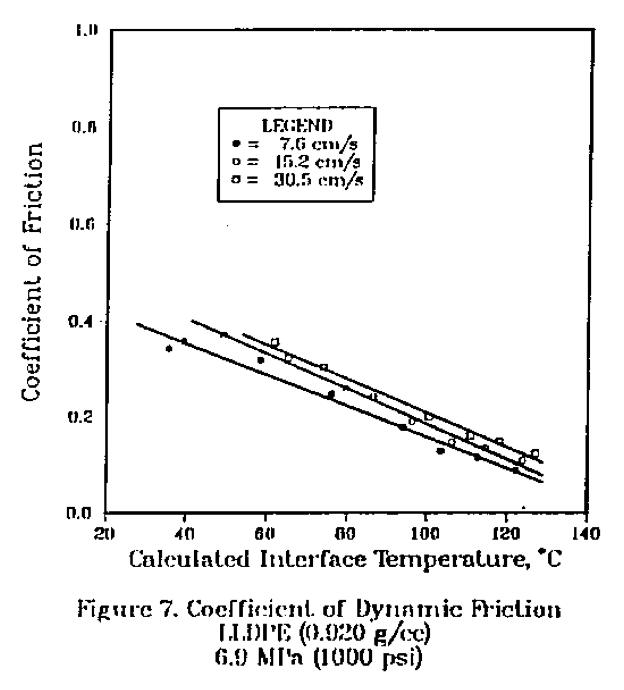
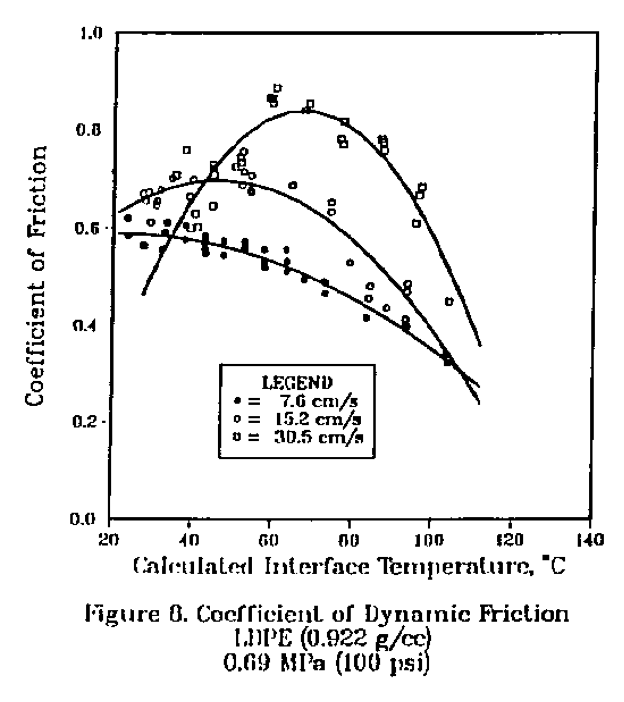
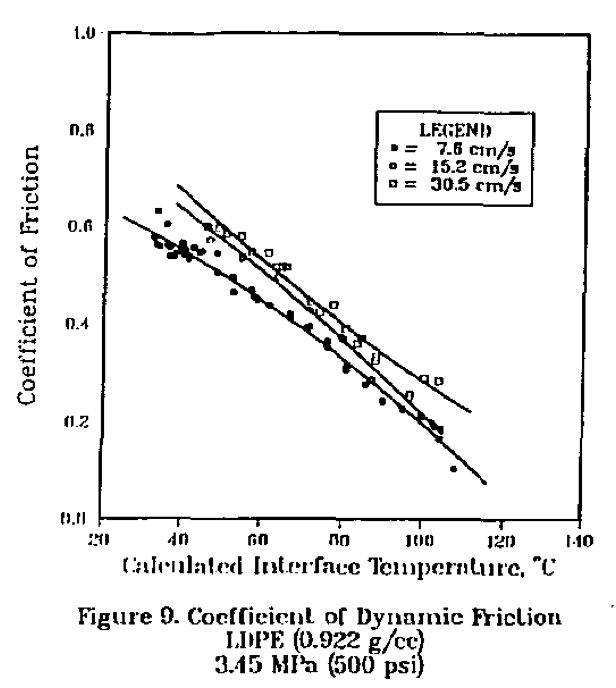
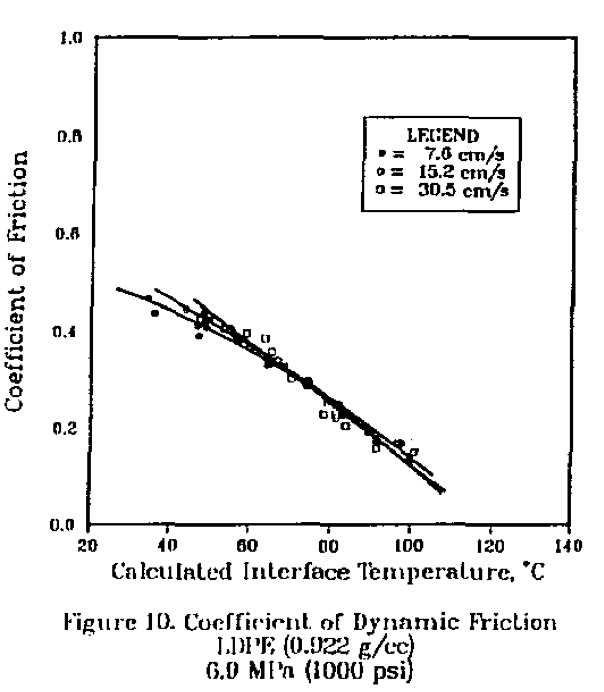
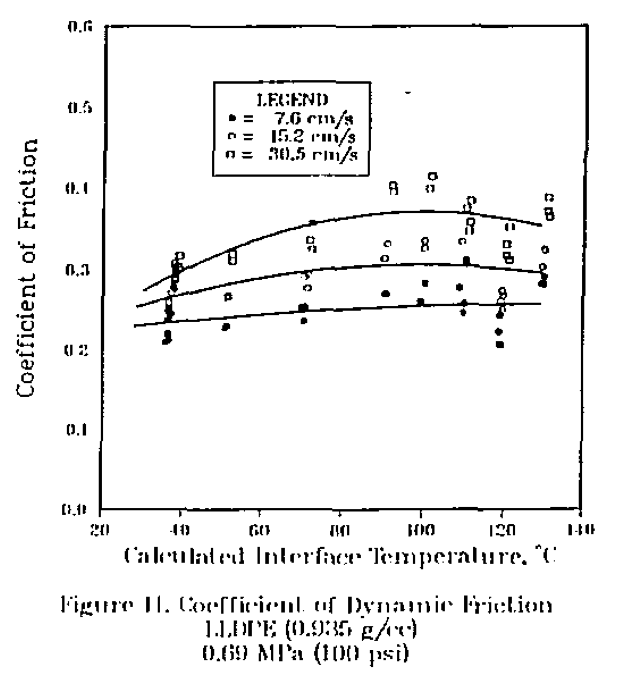
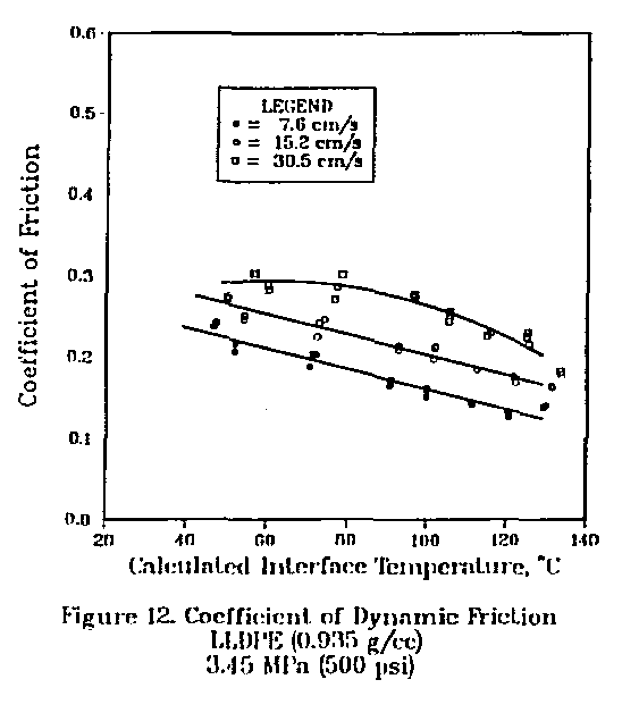
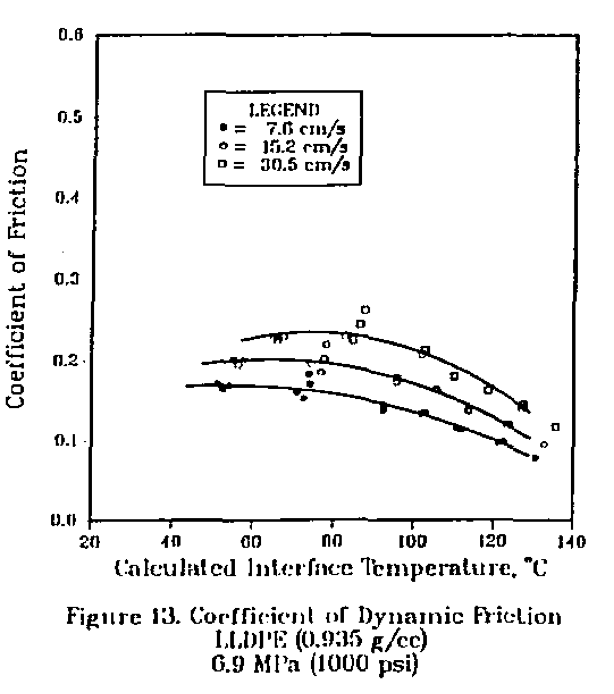
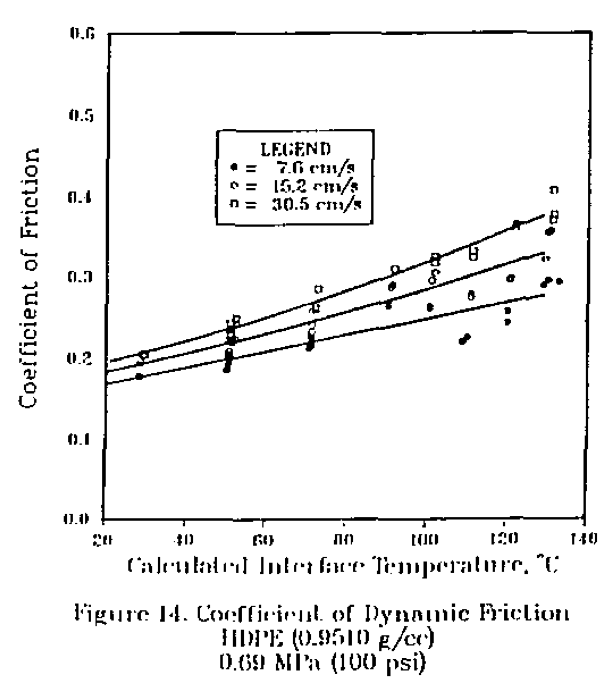
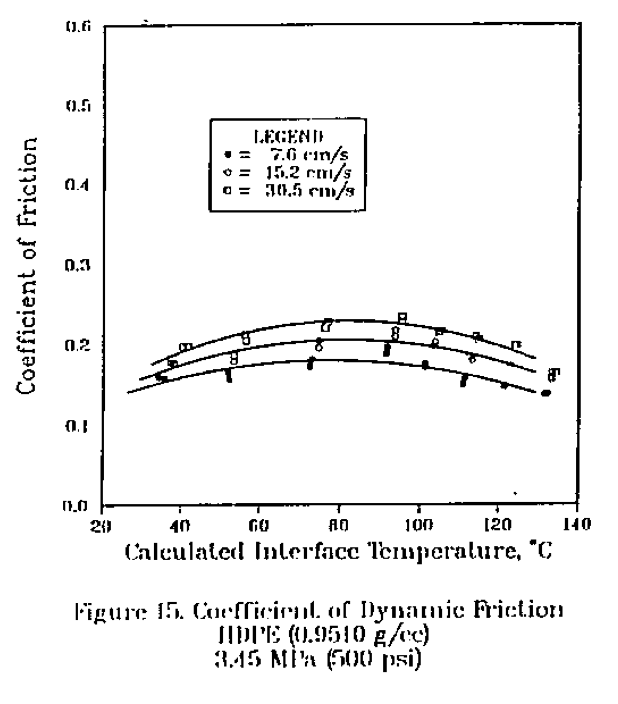
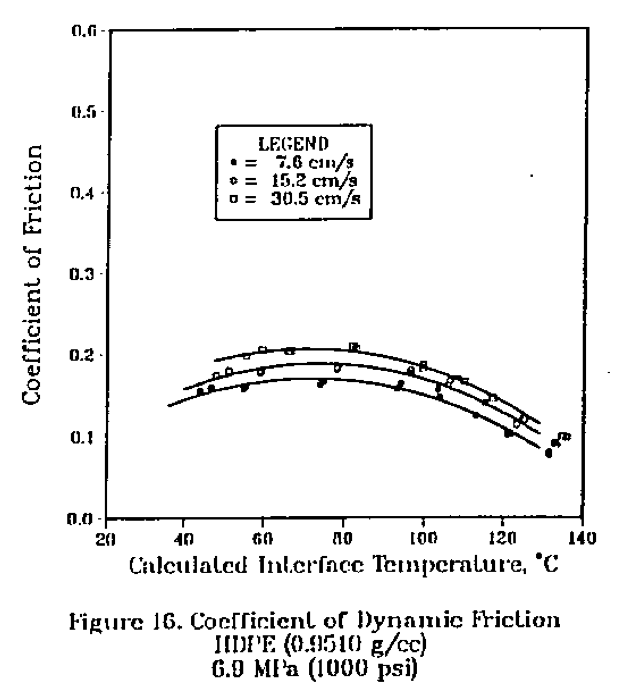
COEFFICIENTS OF DYNAMIC FRICTIONThe coefficients of dynamic friction for the polyethylene resins were measured as a function of temperature at pressure levels of 0.69, 3.45, and 6.9 MPa (100, 500 and 1000 psi) and at roll velocity levels of 7.6, 15.2, and 30.5 cm/s (15, 30, and 60 (in?)/min). The coefficients and trend curves are shown by Figures 2 through 16. The curves fitted to the data on these figures are only meant to aid in the identification or the trends. As indicated by these figures, the coefficients of dynamic friction are complicated functions of temperature, pressure, velocity, and resin type.
For all resins, the coefficient of friction increased with increasing velocity. This increase with velocity was the largest for the ULDPE, LLDPE, and LDPE resins. The coefficients for the HDPE resins did not increase with increasing velocity to the same extent. This effect with velocity is very beneficial to stable solids conveying in an extruder. This topic will be discussed in detail later. The coefficient of friction decreased with increasing pressure for all resins. Like the effect of velocity on the coefficient, the ULDPE, LLDPE, and LDPE resins showed stronger dependencies with pressure as compared to the HDPE resins.
The coefficient of friction depended on temperature for all resins. The effect of temperature was consistent for all resins at high pressure. At a pressure of 6.9 MPa, the coefficients for the resins decreased nearly linearly with increasing temperature. The coefficient for the ULDPE did, however, increase slightly with increasing temperature at temperatures above about 115 degrees C. At a pressure or 3.45 MPa, the effect of temperature for the resins was mixed. For example, the coefficients for the ULDPE, LLDPE, and LDPE resins decreased with increasing temperature, and the coefficients for the HDPE resins increased with increasing temperature up to about 80 degrees C and then decreased with increasing temperature. At a pressure of 0.69 MPa, the coefficients for the ULDPE and the LLDPE with a density of 920 kg/m
3 have minimum values for the temperature range, LLDPE with a density of 935 kg/m
3 and LDPE (velocity dependent) have maximum values for the temperature range, and the HDPE resins increased with increasing temperature.
Relations to Solids ConveyingSolids conveying depends on the frictional forces exerted on a differential slab of solids in the feed channel (3). In general, the force acting on the slab at the barrel-solids interface (force acting in the direction of flow) must be greater than that at the screw root solids interface (force acting opposite to the flow direction). For this condition. pressure will increase in the feed channel. If the force al the barrel interlace is only slightly greater than that of the screw root, then the solids will convey but at reduced rales. If the force al the screw root interface is greater than that of the barrel, then the solids must convey via pressure; i.e., a pressure drop will accompany any forwarding of the solid bed. After a very short distance al this condition, however, the pressure will drop to zero and the solids will no longer convey. At this point the frictional force will change because the pressure has dropped to near zero, and the solids will again convey via frictional forces. The net result is a pulsing polymer now from the solids conveying section to the transition section, causing unacceptable flow surging in the extruder and at the die. These forces at the interface are directly related to the coefficient of dynamic friction.
Thus, if the coefficient were such that the forwarding forces at the barrel interface were always greater than the drag forces at the screw root interface, then conveying of the solids will always occur. If the coefficient of friction does not show minima and/or maxima in the temperature processing range (excluding end temperatures) and if the coefficient increases with increasing velocity, then the above conditions will be easily satisfied via processing conditions and thus solids conveying will occur. But, if a maxima, minima, or the coefficient decreases with increasing velocity, then solids conveying can be difficult because there is a possibility for the drag force on the slab al the screw root interlace to exceed that at the barrel wall.
In a feed channel of an extruder, the relative velocity of the solid bed to the metal surfaces are considerably higher at the barrel wall as compared to that at the screw root. For example, an 88.9 mm (3.5 inch) diameter extruder running LDPE at 127 kg/h (280 lb/h) at 80 rpm will have velocities of about 6.6 and 37 cm/s (13 and 73 ft/min) at the screw and barrel surfaces, respectively. As indicated by Figures 10, 11, and 12, the coefficient of friction for a given pressure and temperature will be higher at the barrel interface where the velocity is higher as compared to the screw root interface. For a differential slab in the feed section, the pressure is about the same at the screw root and the barrel interfaces. The increase in the coefficient with velocity is advantageous to solids conveying. That is, the coefficient is higher at the barrel wall as compared to that at the screw root. The temperature at the interfaces, however, can be quite different.
The PE friction data are consistent with their relative ease of solids conveying during extrusion. The ULDPE, LLDPE, and LDPE resins under most situations forward well during extrusion, and thus there is no loss of leading and there are no wide variations in the first extruder zone pressures. Other problems downstream from the solids conveying section may, however, cause flow surging at the die for these resins. The coefficients for these resins are fairly high and vary to a large degree with velocity and pressure. Because or this wide variation, process conditions are easily found where the solids convey well. The HDPE resin, however, have coefficients that are considerably lower than the other PE resins. These lower coefficients and the low levels of variation with velocity, temperature, and pressure in many cases require the extruder system to be optimized to a higher degree as compared to those machines using low density resins. To increase the rates and maintain stable extrusion, some converters prefer to extrude HDPE resins using grooved barrel machines, creating a coefficient at the barrel surface that is considerably higher than that at the screw root
SUMMARYThe coefficient of dynamic friction for several PE resins were measured as a function of temperature, pressure, and velocity. The data indicated that the coefficients increased with increasing velocity decreased with increasing pressure, and were complicated functions of temperature.
REFERENCES1. C.L Chaing, W.J. Hennessey, and M.H. Tusim. Polym. Eng. Sci., 17, 9 (1977).
2. E.M. Mount, Ph.O Thesis, Rensselaer Polytechnic lnslitule, Troy, New York
3. Darnell, W. H., And Mol, E. A. J., SPE J, 12, 20 (1958)
4. Hyun, K.S., and Spalding, M.A., Polym. Eng. Sci. 30, 571 (1990).
5. Spalding, M.A., Kirkpatrick, D.E., and Hyun, K.S., submitted to Polym. Eng. Sci.
6. Strickler, G.R., Chem. Eng. Prog., 82. 12, 50 (1986).
7. M.A. Spalding, and P.T. DeLassus, J. Plasl. Film & Sheet, 6, 292 (1990).
Return to
Best Papers.
*Trademark of The Dow Chemical Company